常用无损检验方法的种类及其选择 不损坏被检查材料或成品的性能和完整性而检测其缺陷的方法称为无损(探伤)检验
常用的无损检验方法有超 声、射线(X 、γ )照相、磁粉、渗透(荧光、着色)和涡流探伤等
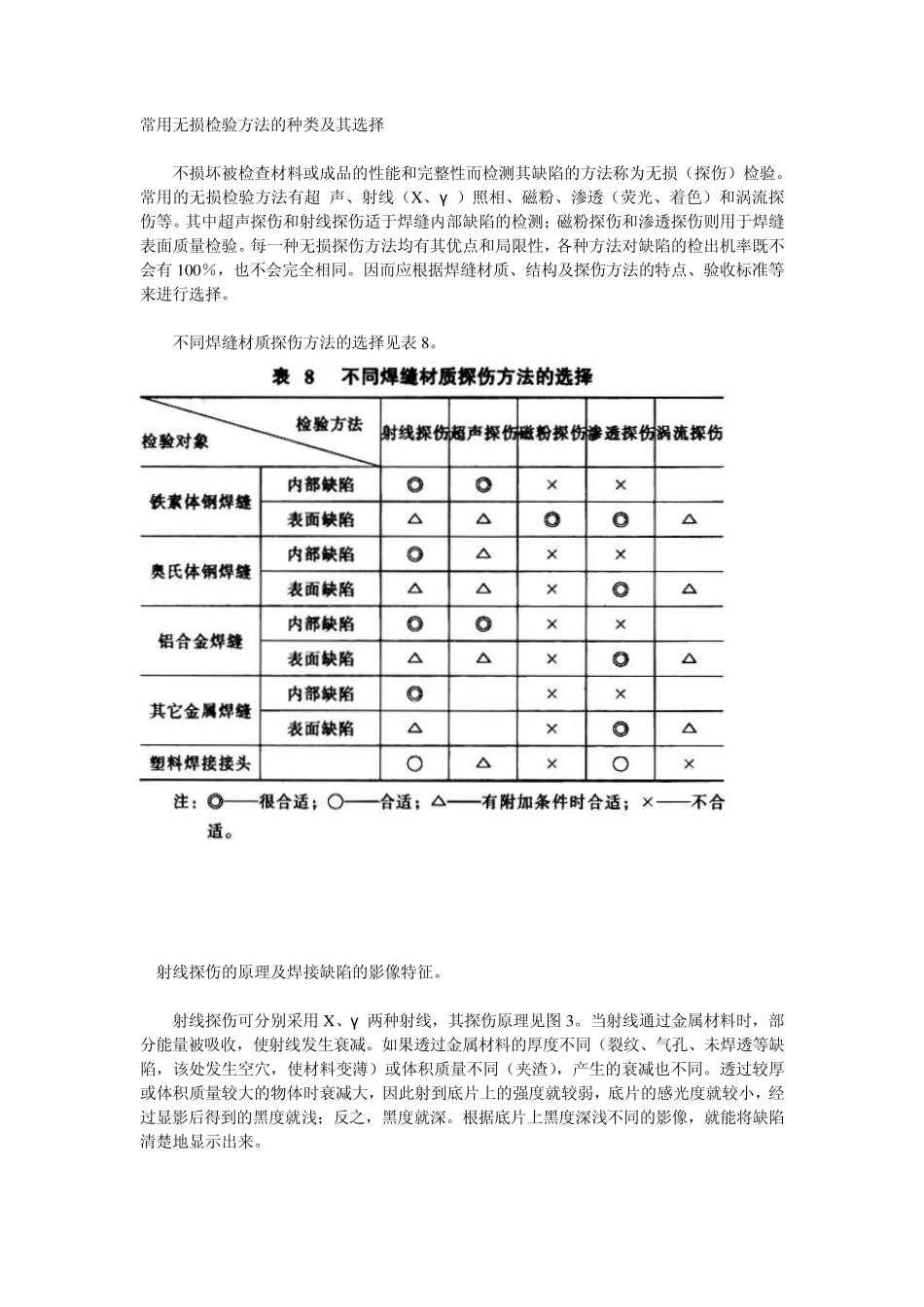
其中超声探伤和射线探伤适于焊缝内部缺陷的检测;磁粉探伤和渗透探伤则用于焊缝表面质量检验
每一种无损探伤方法均有其优点和局限性,各种方法对缺陷的检出机率既不会有100%,也不会完全相同
因而应根据焊缝材质、结构及探伤方法的特点、验收标准等来进行选择
不同焊缝材质探伤方法的选择见表 8
射线探伤的原理及焊接缺陷的影像特征
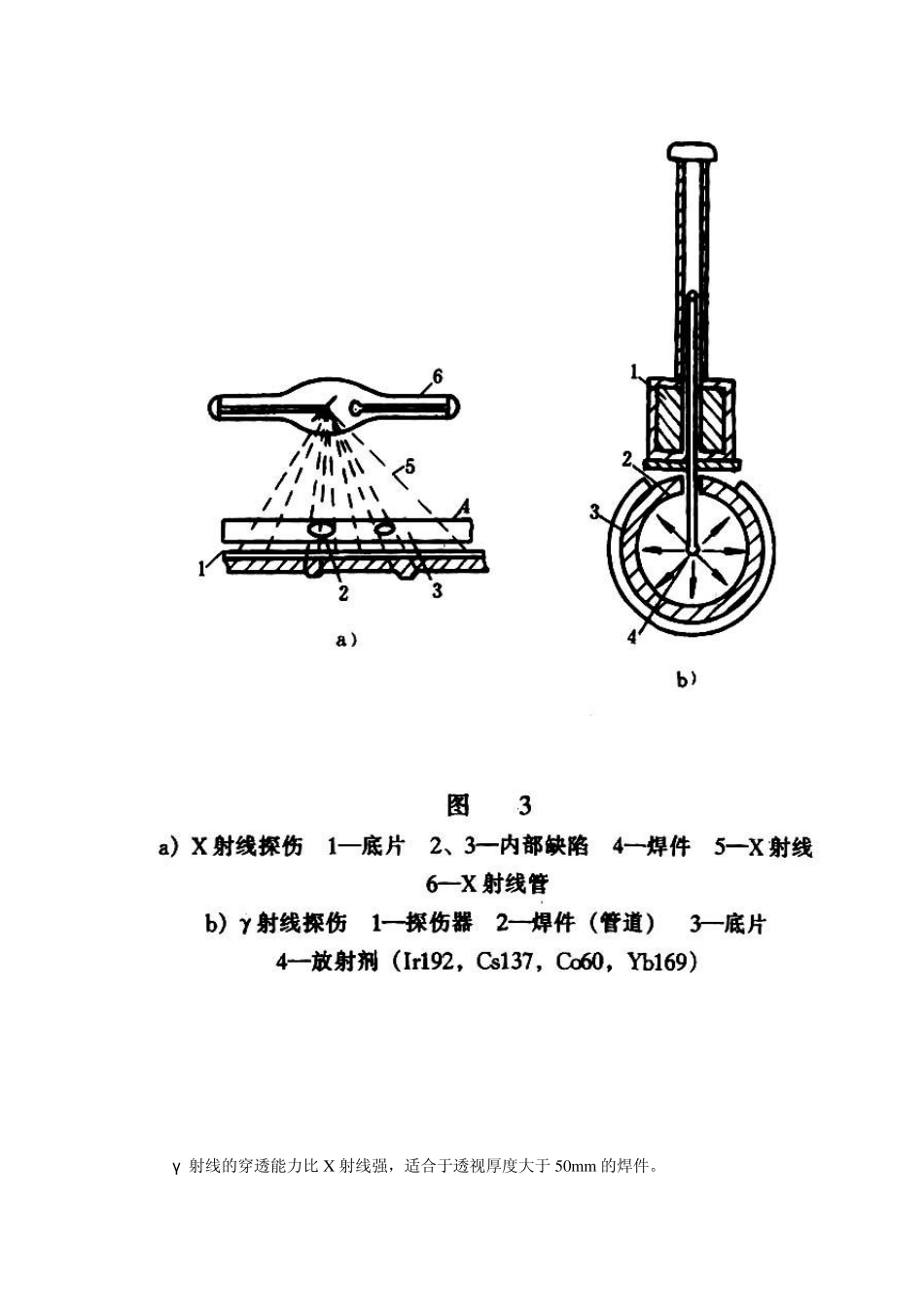
射线探伤可分别采用X 、γ 两种射线,其探伤原理见图 3
当射线通过金属材料时,部分能量被吸收,使射线发生衰减
如果透过金属材料的厚度不同(裂纹、气孔、未焊透等缺陷,该处发生空穴,使材料变薄)或体积质量不同(夹渣),产生的衰减也不同
透过较厚或体积质量较大的物体时衰减大,因此射到底片上的强度就较弱,底片的感光度就较小,经过显影后得到的黑度就浅;反之,黑度就深
根据底片上黑度深浅不同的影像,就能将缺陷清楚地显示出来
γ 射线的穿透能力比X 射线强,适合于透视厚度大于50mm 的焊件
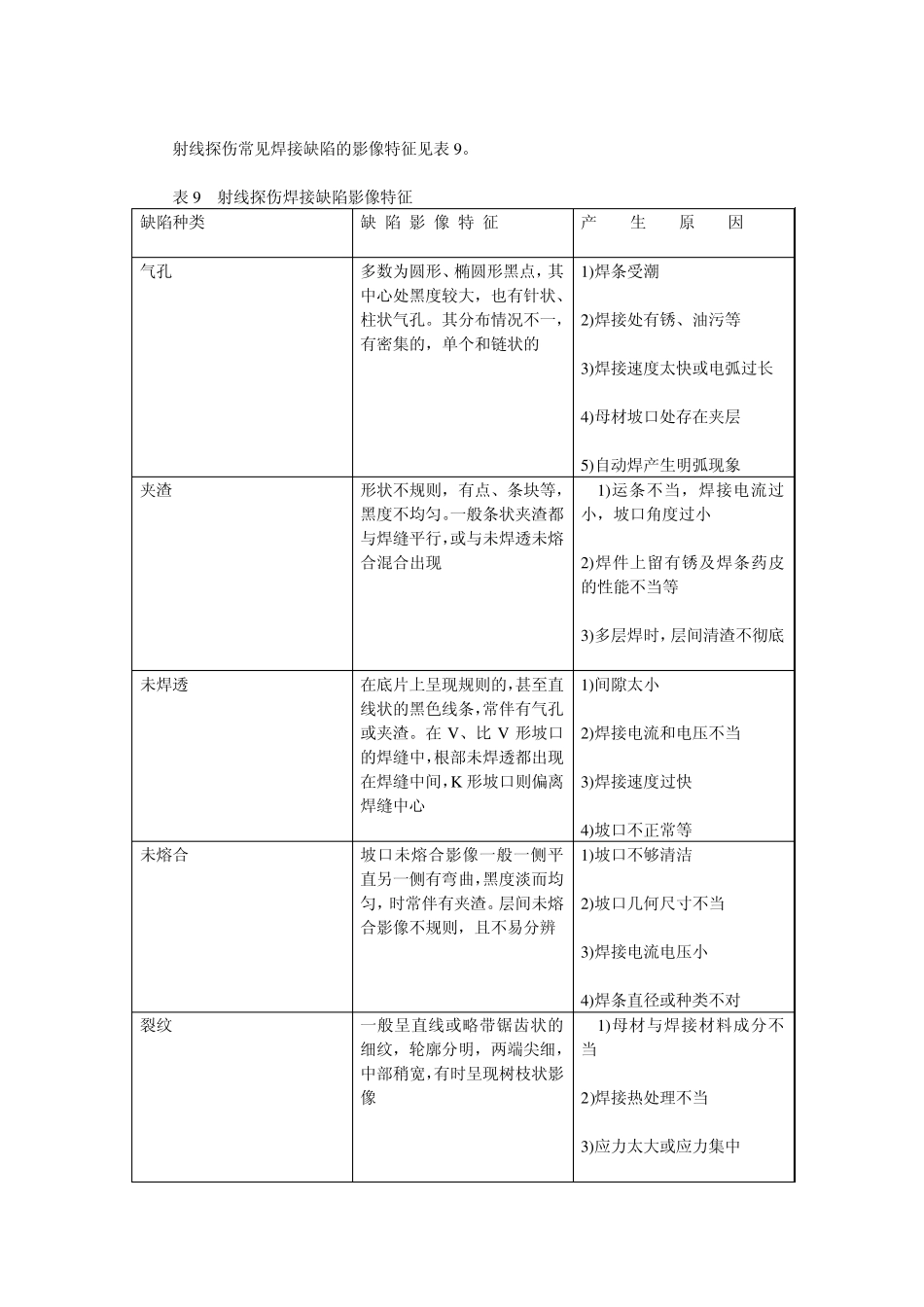
射线探伤常见焊接缺陷的影像特征见表9
表9 射线探伤焊接缺陷影像特征 缺陷种类 缺 陷 影 像 特 征 产 生 原 因 气孔 多数为圆形、椭圆形黑点,其中心处黑度较大,也有针状、柱状气孔
其分布情况不一,有密集的,单个和链状的 1)焊条受潮 2)焊接处有锈、油污等 3)焊接速度太快或电弧过长 4)母材坡口处存在夹层 5)自动焊产生明弧现象 夹渣 形状不规则,有点、条块等,黑度不均匀
一般条状夹渣都与焊缝平行,或与未焊透未熔合混合出现 1)运条不当,焊接电流过小,坡口角度过小 2)焊件上留有锈及焊条药皮的性能不当等 3)多层焊时,层间清渣不彻底 未焊透 在底片上呈现规则的,甚至直