1 氟利昂制冷无缝钢管管道安装工艺 1 范围 本工艺适用于工作压力不高于2
5MPa,工作温度在-40~150℃的制冷系统氟利昂制冷剂管道安装工程
2 规范性引用文件 GB50243-2002 通风与空调工程施工质量验收规范 GB50236-98 现场设备、工业管道焊接工程施工及验收规范 GB50235-97 工业金属管道工程施工及验收规范 GB50185-93 工业设备及管道绝热工程质量检验评定标准 GB/T7306
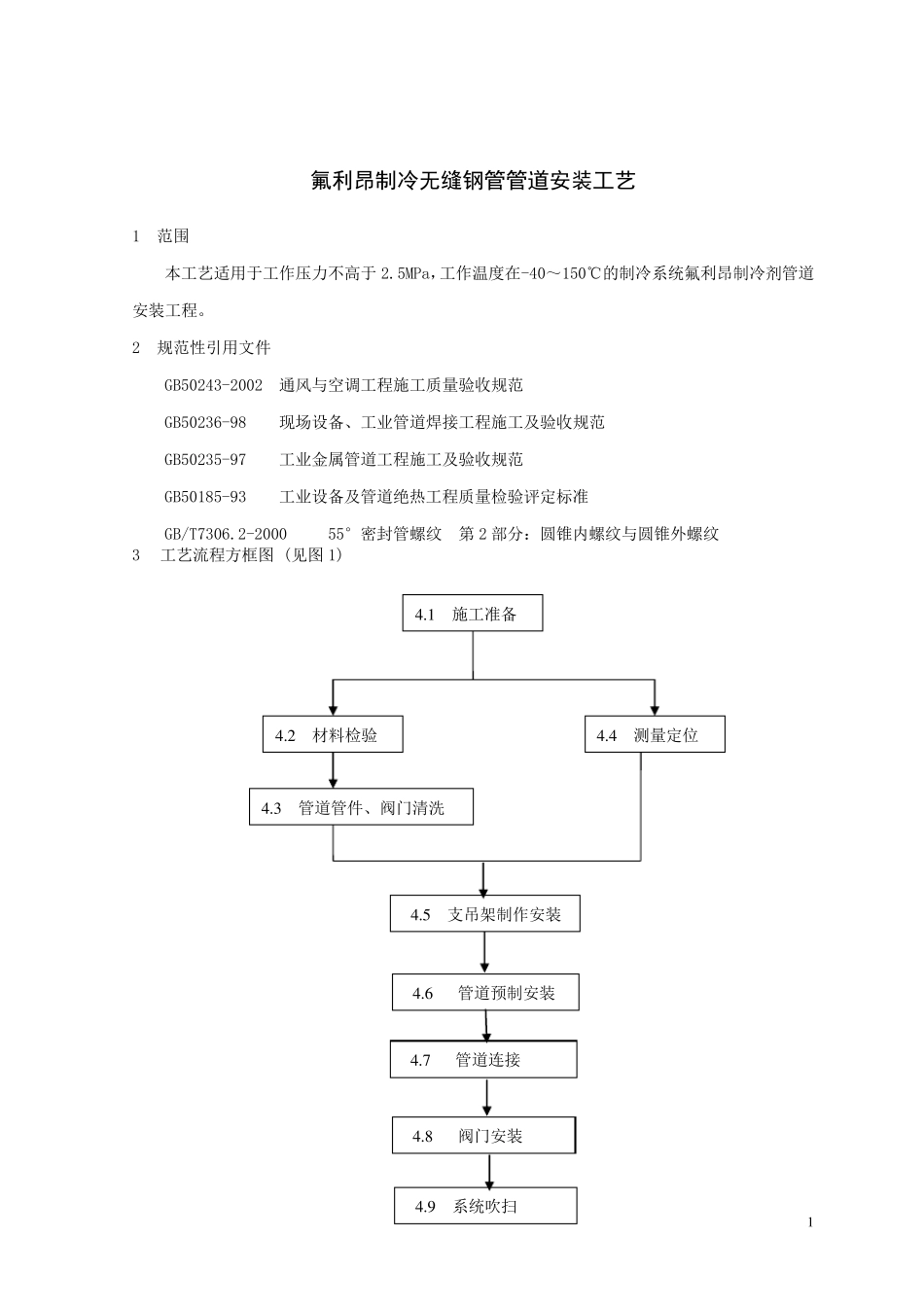
2-2000 55°密封管螺纹 第 2 部分:圆锥内螺纹与圆锥外螺纹 3 工艺流程方框图 (见图 1) 4
1 施工准备 4
2 材料检验 4
4 测量定位 4
3 管道管件、阀门清洗 4
5 支吊架制作安装 4
6 管道预制安装 4
7 管道连接 4
8 阀门安装 4
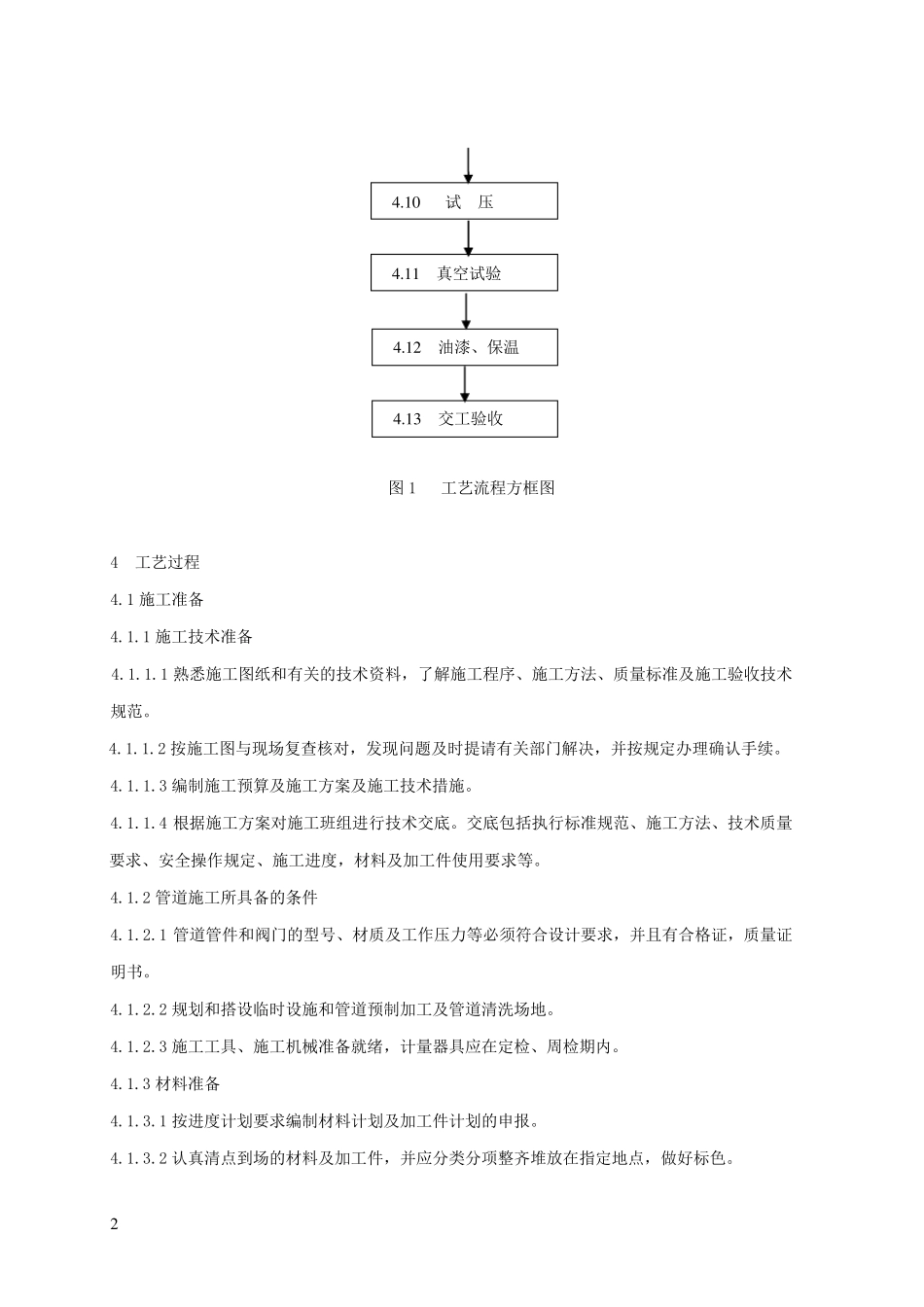
9 系统吹扫 2 图1 工艺流程方框图 4 工艺过程 4
1 施工准备 4
1 施工技术准备 4
1 熟悉施工图纸和有关的技术资料,了解施工程序、施工方法、质量标准及施工验收技术规范
2 按施工图与现场复查核对,发现问题及时提请有关部门解决,并按规定办理确认手续
3 编制施工预算及施工方案及施工技术措施
4 根据施工方案对施工班组进行技术交底
交底包括执行标准规范、施工方法、技术质量要求、安全操作规定、施工进度,材料及加工件使用要求等
2 管道施工所具备的条件 4
1 管道管件和阀门的型号、材质及工作压力等必须符合设计要求,并且有合格证,质量证明书
2 规划和搭设临时设施和管道预制加工及管道清洗场地
3 施工工具、施工机械准备就绪,计量器具应在定检、周检期内
3 材料准备 4
1 按进度计划要求编制材料计划及加工件计划的申报
2 认真清点到场