1 无铅波峰焊工艺 波峰焊的焊接机理是将熔融的液态焊料,借助动力泵的作用,在焊料槽液面形成特定形状的焊料波,插装了元器件 PCB 置于传送带上,经过某一些特定的角度以及一定的浸入深度穿过焊料波峰而实现焊点焊接的过程
当PCB 进入波峰面前段时,基板与引脚被加热,并在未离开波峰焊前整个 PCB浸在焊料中,即被焊料所包围,但是在离开波峰尾端的瞬时,少量的焊料由于润湿力的作用,粘附在焊盘上,并由于表面张力的原因,会以引线为中心收缩至最小状态,此时焊料与焊盘之间的润湿力大于两焊盘之间的焊料的内聚力,因此会形成完美的焊点,离开波峰尾部的多余焊料由于重力的原因回落到锡锅中
1 无铅波峰焊工艺新特点 波峰焊机理很简单,也很好理解,但是要在生产中获得良好的焊点,就要严格控制各工艺参数,其中任何一个参数设置不当都会产生焊接不良
目前无铅钎料的使用,给波峰焊工艺与设备带来新的特点
高的焊接温度 主要的无铅钎料 Sn0
7Cu 熔点(227ºC)较传统SnPb(183ºC)高44ºC,设备的可加热最高温度也应相应提高至少 44ºC,所以设备材料及结构设计必须具有良好的耐热性,在高温下不变形
另外无铅波峰焊的焊接温度较高(一般设定为 260oC),为减少印刷电路板组装件与波峰接触时的热冲击,需要增加预热时间
最好的解决方法是增加设备的预热区长度,其长度由产量和传送速度来决定
无铅化后预热区的长度由以前的 90~100 ㎝变为 120~150 ㎝,增加了预热时间
对于加热方式来说,基本采用热辐射方式进行预热,最常用的波峰焊预热方法由强制热风对流,电热板对流、电热棒加热和红外线加热等
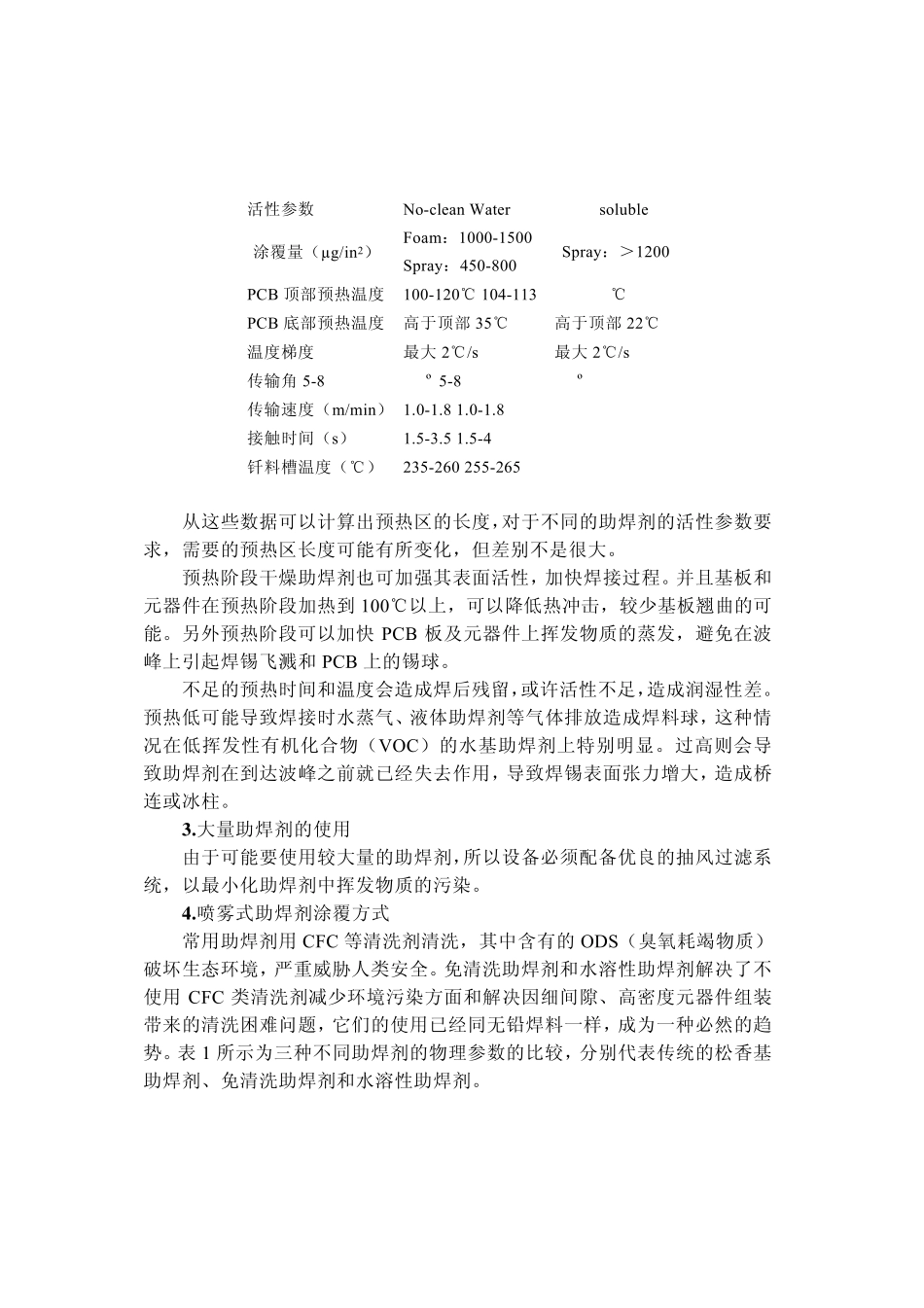
长的预热时间 预热阶段主要是蒸发多余溶剂和PCB 制造过程中夹带的水分,增加粘性,并起到活化助焊剂的作用
如果粘度太低,助焊剂会被熔融钎料过早的排挤出,造成表面润湿不良