淮安信息职业技术学院课 程 设 计题目弯曲件冲压模具设计学生姓名蔡欣欣学号2401308 系部机电工程系专业模具设计与制造班级240131 指导教师王海平二〇一五年 六 月目录1
工艺过程的制定1
1 制件的工艺性分析1
1 冲压件的形状和尺寸应满足的要求1
2 冲压件的精度与断面粗糙度1
2 冲压工艺方案的分析与制定2 设计工艺计算2
1 弯曲件展开尺寸的计算2
2 冲压力的计算及冲压设备的选择2
1 冲压力的计算2
2 初选冲压设备2
3 材料利用率及弯曲回弹值的计算3
模具工作零件设计3
1 弯曲模具工作零件尺寸的计算3
1 凸模与凹模的圆角半径3
2 凹模深度3
3 弯曲模凸模和凹模的间隙3
2 模具工作零件结构的确定4
模具其他零件的设计5
设计心得体会1
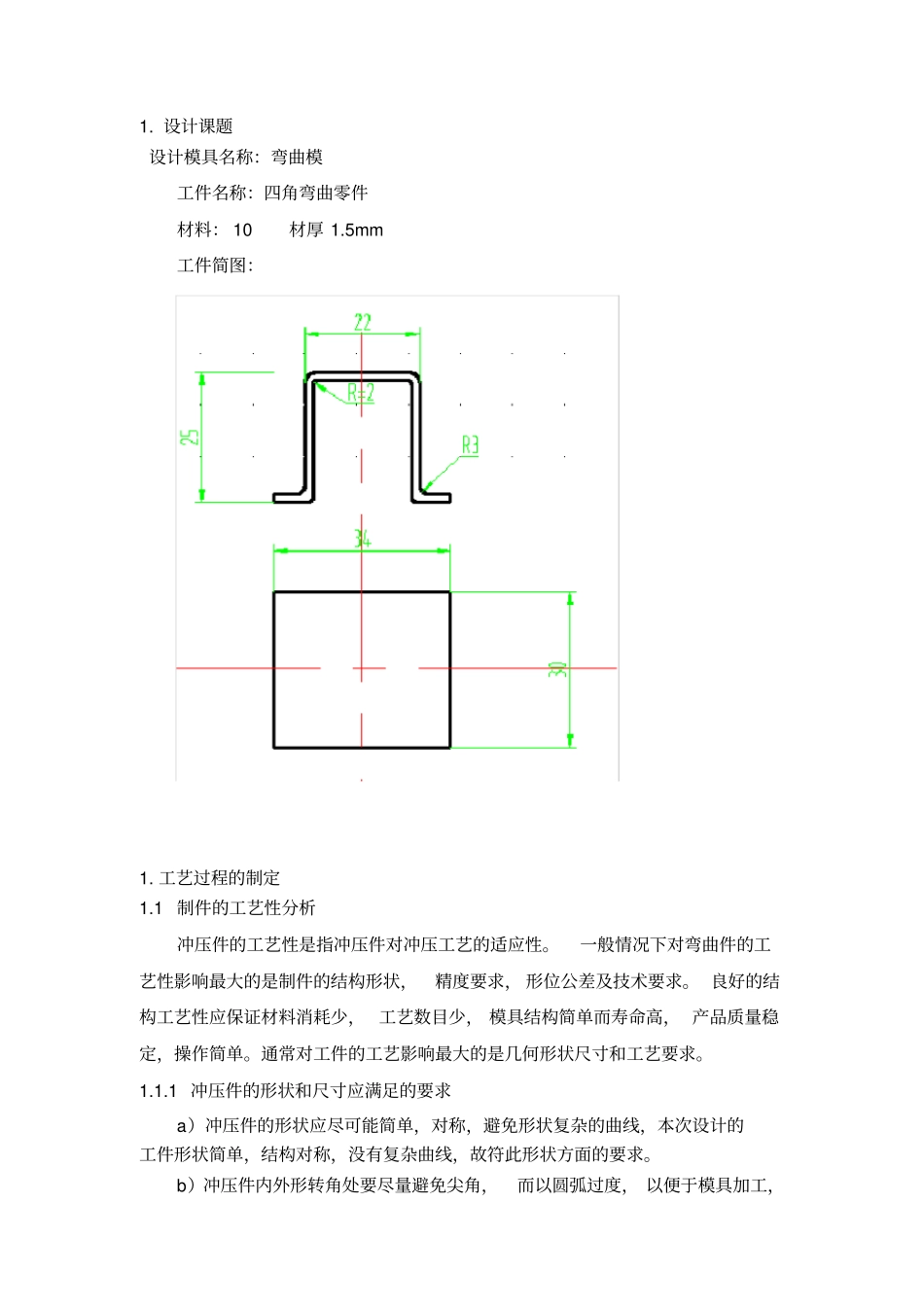
设计课题设计模具名称:弯曲模工件名称:四角弯曲零件材料: 10 材厚 1
5mm 工件简图:1
工艺过程的制定1
1 制件的工艺性分析冲压件的工艺性是指冲压件对冲压工艺的适应性
一般情况下对弯曲件的工艺性影响最大的是制件的结构形状,精度要求, 形位公差及技术要求
良好的结构工艺性应保证材料消耗少, 工艺数目少, 模具结构简单而寿命高, 产品质量稳定,操作简单
通常对工件的工艺影响最大的是几何形状尺寸和工艺要求
1 冲压件的形状和尺寸应满足的要求a)冲压件的形状应尽可能简单,对称,避免形状复杂的曲线,本次设计的工件形状简单,结构对称,没有复杂曲线,故符此形状方面的要求
b)冲压件内外形转角处要尽量避免尖角,而以圆弧过度, 以便于模具加工,减少热处理和冲压时候的开裂, 减少冲压时候尖角处的崩刃和过快磨损
冲压件的一般圆角半径R 应大于或等于板厚t 的一半,即 R>0
在同种材料相同的情况下外形上的圆角半径值可比内形上的圆角半径值小10%~20%