喷涂喷漆工艺规程1
本规程的全部内容为强制性2
编制本规程的依据是:GB7692—1999《涂装作业安全规程,涂装前处理工艺安全及其通风净化》GB12367—2006《涂装作业安全规程,静电喷漆工艺安全》GB14444--2006《涂装作业安全规程,喷漆室安全技术规定》GB/T13492-92《各色汽车用面漆》GB/T13492-92《汽车用底漆》GB/T9286-1998《色漆和清漆,漆膜的划格试验》北奔公司Q/NB
J04002-2013、DBL7390
00和DBL2391
00涂漆技术要求3
目的规范金属构件(零件)的喷漆操作流程,保证喷漆、喷塑的正确性和有效性4
本工艺操作规程适用于我公司生产的产品及为北奔公司供货的产品及有特殊要求的金属构件(零件)表面喷涂
1生产部生产人员按照操作规程规范操作,保证喷涂喷漆工序合格
2质检部质检人员负责喷涂喷漆工序的检验,出具检验报告并做原始记录
操作现场场地要求6
1操作场地应通风良好,首先启动通风设备
通风设备未启动之前,喷涂喷漆设备不应工作,涂喷漆工作结束后,通风设备应继续运行5-10分钟;6
2操作场地外露电气应接地保护,防止静电及漏电,接地电阻值应小于100Ω;6
3被喷涂喷漆的零件,或喷涂材料,与电极,电器或带电导体之间应保持一定的安全距离,至少为该电极及带电导体电压下火花放电距离的两倍,并应有明显的警告标志
喷涂喷漆前的预处理7
1预处理工艺路线:预处理—除油—除锈—磷化—干燥
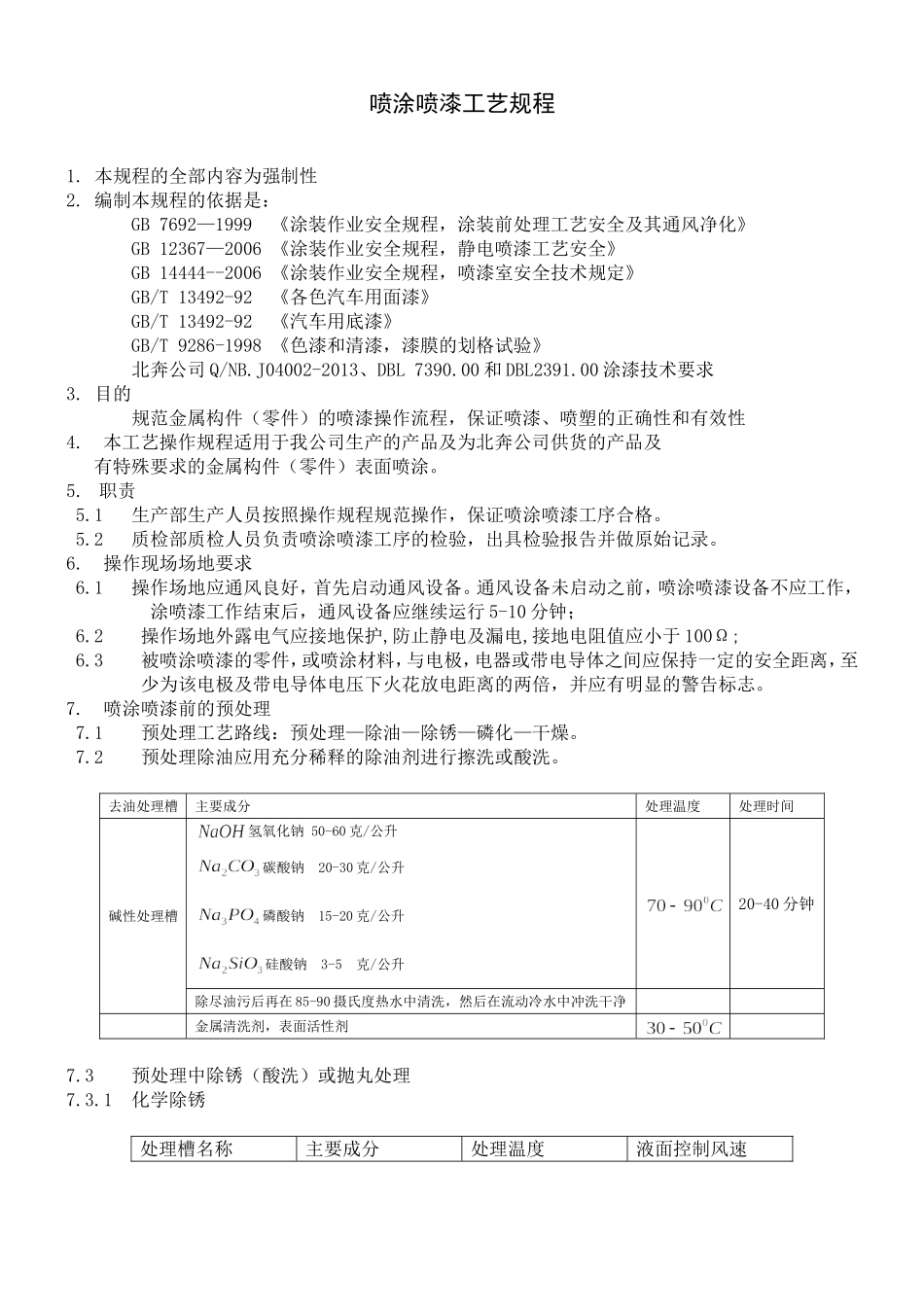
2预处理除油应用充分稀释的除油剂进行擦洗或酸洗
去油处理槽主要成分处理温度处理时间碱性处理槽氢氧化钠50-60克/公升碳酸钠20-30克/公升磷酸钠15-20克/公升硅酸钠3-5克/公升20-40分钟除尽油污后再在85-90摄氏度热水中清洗,然后在流动冷水中冲洗干净金属清洗剂,表面活性剂7
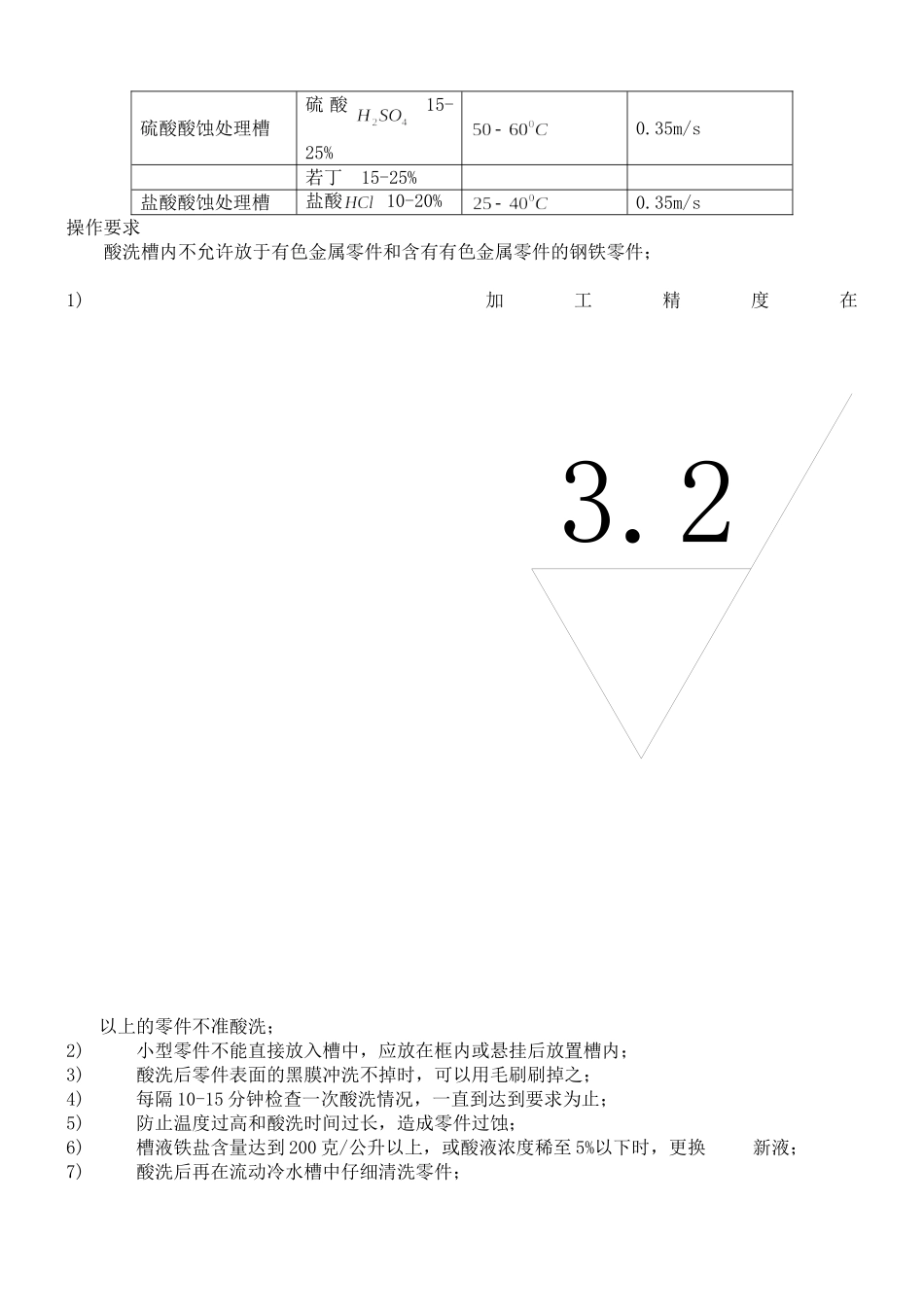
3预处理中除锈(酸洗)