1 轨道安装及接头焊接作业指导书连退及成品库厂房吊车梁轨道型号均为QU100 型,连退厂房轴线长 354 米,轨道共计 708 米;成品库厂房 AB 跨轴线长 444 米,BC跨轴线长 348 米,轨道共计 1584 米;轨道与吊车梁之间的固定为焊接型加压轨器固定, 连退厂房有一道伸缩缝位于212 线处;成品库厂房 AB 跨有两道伸缩缝,分别位于515 线及 523 线,BC 跨厂房有一道伸缩位于 523 线处;1、 钢轨焊接变形的控制在施焊过程中钢轨接头将向下弯曲变形,为此,在焊接前必须将钢轨端头垫起一定的高度以保证在焊接完毕后,钢轨能保持平直
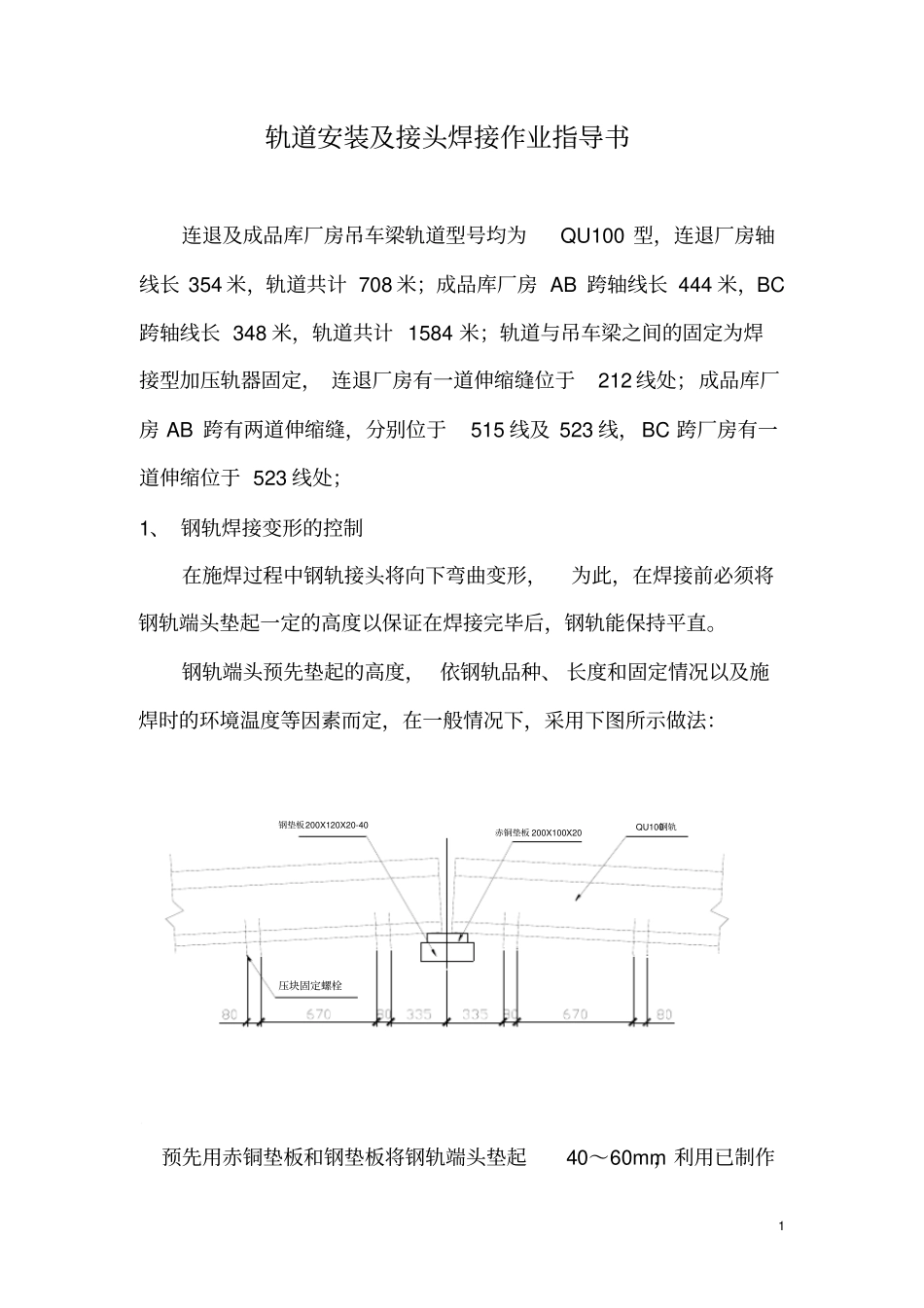
钢轨端头预先垫起的高度, 依钢轨品种、 长度和固定情况以及施焊时的环境温度等因素而定,在一般情况下,采用下图所示做法:压块固定螺栓钢垫板200X120X20-40赤铜垫板 200X100X20QU100钢轨预先用赤铜垫板和钢垫板将钢轨端头垫起40~60mm,利用已制作2 好的螺栓和压板等联结件, 拧紧螺母使钢轨固定在吊车梁上,每一钢轨接头附近应至少设置4 处固定点
当焊完轨底部分以后, 松开压板,将钢轨端头的垫起高度降低到20mm,再拧紧压板螺母,当把轨腰部分焊完后, 拆除全部垫板并松开压板, 此时钢轨接头处应该有很小的上挠值,在施焊轨头过程中,根据钢轨恢复平直的情况,决定是否再拧紧压板螺母
在全部施焊过程中, 顺随时用直钢板尺检查钢轨接头的变形情况,阴时调整接头的垫起高度和紧松压板来控制钢轨接头的焊接变形,在施焊前固定钢轨端头, 两根钢轨端头之间所留的间隙是上宽下窄,以轨底间隙为标准,不得小于12mm也不宜过宽,一般控制在12~14mm范围内
在调整固定钢轨接头时, 除了保证端头间隙的尺寸以外, 还必须使两根钢轨端头对齐, 不得有歪扭和错开等现象
在焊接前和施焊过程中,应严格检查并确保两根钢轨中心线的位置在一条直线上,防止焊接