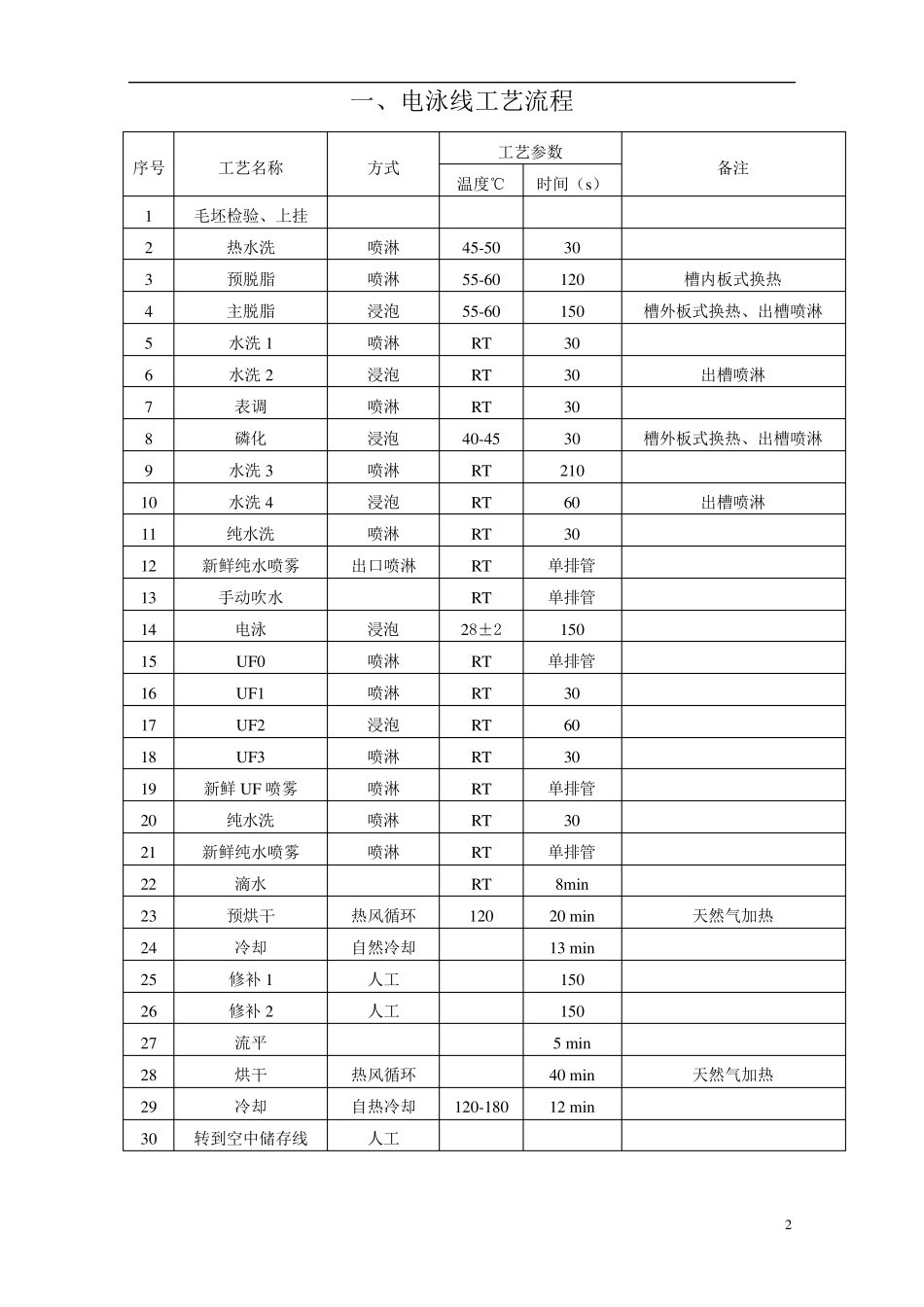
电 湖 泳 北 线 新 工 日 艺 涂 文 装 件 厂 1 目录 一、电泳线工艺流程 • • • • • • • • • • • • • • • • • • • • • • • • 2 二 、电泳线参 数 控 制 • • • • • • • • • • • • • • • • • • • • • • • • •3 三 、电泳线配 槽 参 数 • • • • • • • • • • • • • • • • • • • • • • • • •4 四 、槽 液 的 日 常 管 理 与 维 护 • • • • • • • • • • • • • • • • • • • • •5 五 、槽 液 保 养 项 目表 • • • • • • • • • • • • • • • • • • • • • • • • •6 六 、槽 液 检 测 方 法 • • • • • • • • • • • • • • • • • • • • • • • • • •7 七 、漆 膜 性 能 检 测 方 法 • • • • • • • • • • • • • • • • • • • • • • •8 八 、常 见 故 障 及 处 理 方 法 • • • • • • • • • • • • • • • • • • • • • •9 注 : 本 工艺文 件 主 要 参 照 武 汉 材 保 前 处 理 药 剂 参 数 编 制 2 一、电泳线工艺流程 序号 工艺名称 方式 工艺参数 备注 温度℃ 时间(s) 1 毛坯检验、上挂 2 热水洗 喷淋 45-50 30 3 预脱脂 喷淋 55-60 120 槽内板式换热 4 主脱脂 浸泡 55-60 150 槽外板式换热、出槽喷淋 5 水洗1 喷淋 RT 30 6 水洗2 浸泡 RT 30 出槽喷淋 7 表调 喷淋 RT 30 8 磷化 浸泡 40-45 30 槽外板式换热