1 铝合金制品的表面处理 第一章 概 述 一、 铝及铝合金表面处理的目的:(主要指阳极氧化) 1 、 防腐蚀 天然氧化膜→薄 , 阳极氧化膜 → 厚≥10μ m 漆膜→ 耐磨、耐蚀、耐光、耐候 2 、 防护 — 装饰 形成微孔人工氧化膜后,可染成各种颜色和图案
3 、 功能作用 绝缘性≥100μ m 微孔渗渍硫化钼润滑剂 → 摩擦系数↓ 电沉积磁性金属 → 磁性录音盘、记忆元件等等
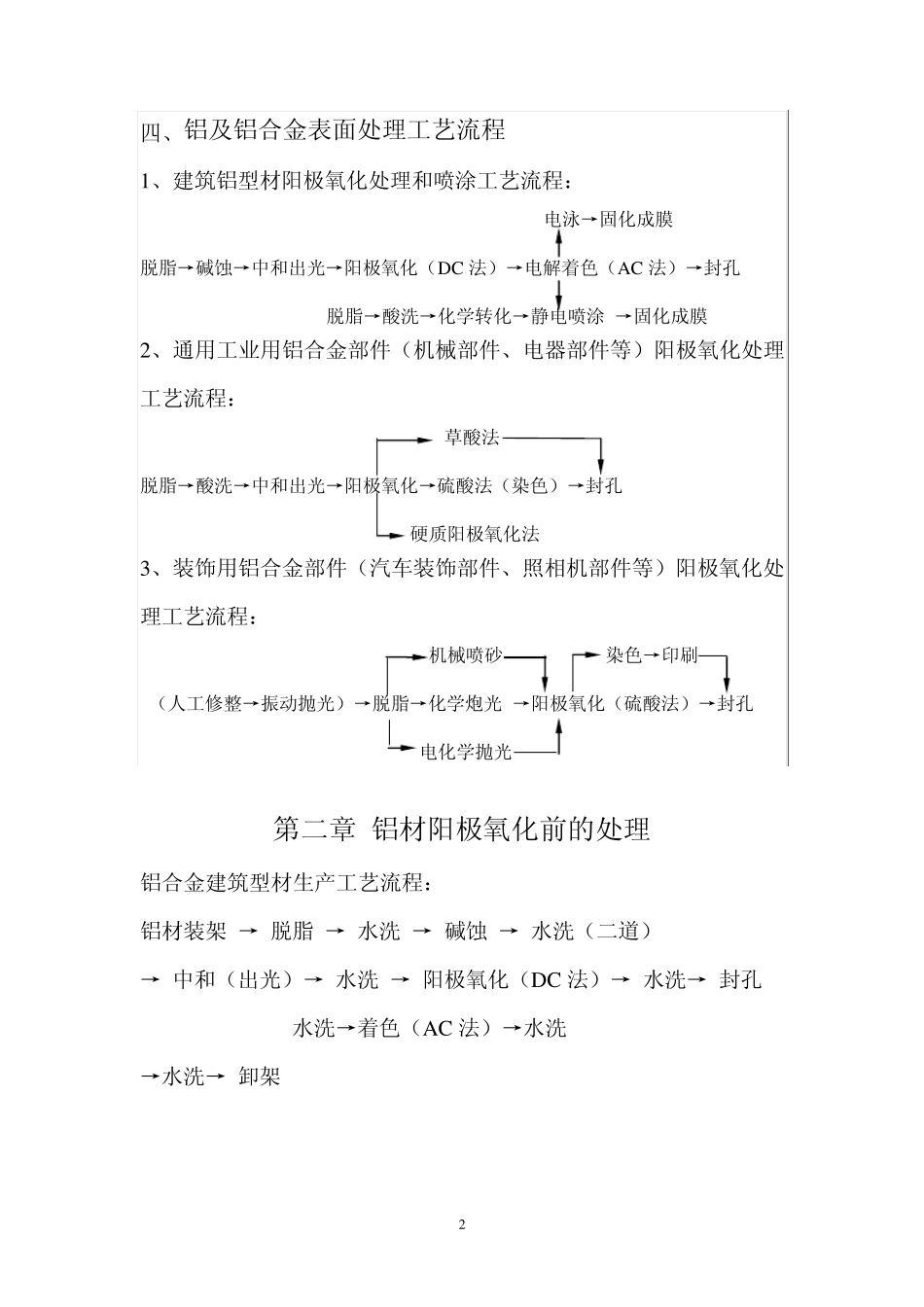
二、 铝及其合金表面处理的分类 机械法、化学法、电化学法、阳极化膜后处理 (见后面附录) 三、 铝型材表面处理产品种类 目前市场上常见的有: 1)阳极氧化(银白、砂白料) 2)阳极氧化 + 电解着色(浅古铜、古铜、黑色等) 3)电泳涂漆 4)静电喷漆、氟碳喷漆 5)静电粉末喷涂 2 四、铝及铝合金表面处理工艺流程 1、建筑铝型材阳极氧化处理和喷涂工艺流程: 电泳→固化成膜 脱脂→碱蚀→中和出光→阳极氧化(DC 法)→电解着色(AC 法)→封孔 脱脂→酸洗→化学转化→静电喷涂 →固化成膜 2、通用工业用铝合金部件(机械部件、电器部件等)阳极氧化处理工艺流程: 草酸法 脱脂→酸洗→中和出光→阳极氧化→硫酸法(染色)→封孔 硬质阳极氧化法 3、装饰用铝合金部件(汽车装饰部件、照相机部件等)阳极氧化处理工艺流程: 机械喷砂 染色→印刷 (人工修整→振动抛光)→脱脂→化学炮光 →阳极氧化(硫酸法)→封孔 电化学抛光 第二章 铝材阳极氧化前的处理 铝合金建筑型材生产工艺流程: 铝材装架 → 脱脂 → 水洗 → 碱蚀 → 水洗(二道) → 中和(出光)→ 水洗 → 阳极氧化(DC 法)→ 水洗→ 封孔 水洗→着色(AC 法)→水洗 →水洗→ 卸架 3 第一节 装 架 一、 方式:横吊式、竖吊式 纵吊式特点: 1、 适合大批量生产:每批可装载大量铝材 2、 减少装卸工人:减轻了装卸时的劳动力 3、 降低生产