动作监视画面 运转中 机器监视 侦测页 模号:PQRI 上模 0
0 秒 总数 5 模 设定: 射200 一 220 二200 三﹡﹡﹡﹡ 四 0 油温 现在: ■198 □220 ■195 □﹡﹡﹡﹡ □ 0 16 ▂ ▂ ▂ ▂ ▂ 温度设定画面 加热选择: (可选项:加热 保温 自动保温 自动加热 不加热) 【温设】 射嘴 一段 二段 三段 四段 油温 现在 加热 保温 高温偏差 (数值可自己填写) 冷间螺杆保护延迟 (可选项 ON OFF) 低温偏差 (数值可自己填写) 【定时】 一 二 三 四 五 六 日 加热 保温 【日期时间】 3/19/9 14:32:23 四 200 220 200 180 0 18 200 220 200 180 0 30 100 100 100 100 100 ﹡﹡﹡ ﹡﹡﹡ ﹡﹡﹡ ﹡﹡﹡ ﹡﹡﹡ ﹡﹡﹡ ﹡﹡﹡ ﹡﹡﹡ ﹡﹡﹡ ﹡﹡﹡ ﹡﹡﹡ ﹡﹡﹡ ﹡﹡﹡ ﹡﹡﹡ RPM 操作:手动 停止 动模:123
0mm 射胶: 7
0s 压力: 0 Bar 螺杆:15
4mm 加料: 5
0s 速度: 0% 顶针:﹡﹡﹡mm 冷却:25
0s 计时:0
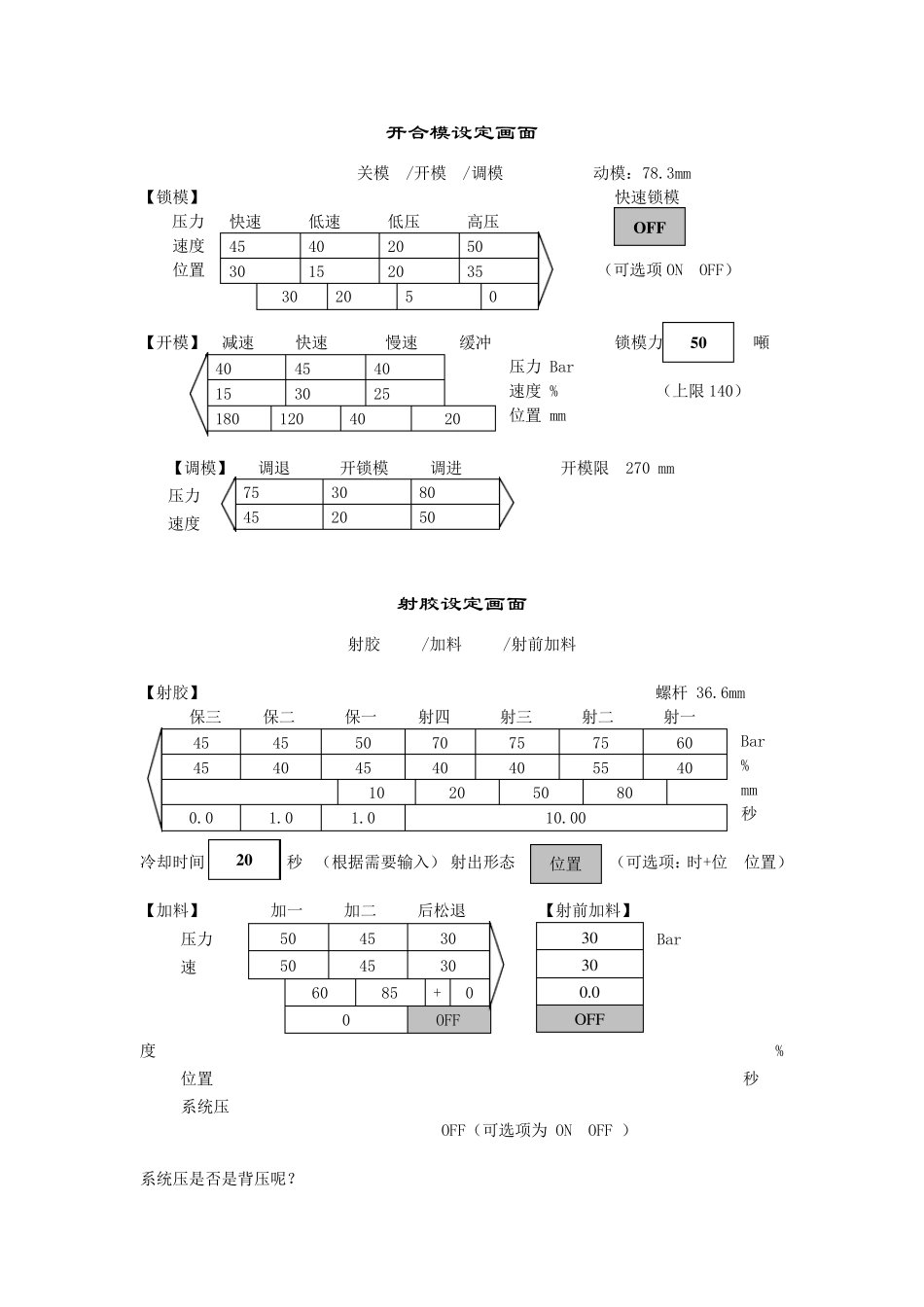
0s 加热 50 50 OFF 开合模设定画面 关模 /开模 /调模 动模:78
3mm 【锁模】 快速锁模 压力 速度 位置 (可选项 ON OFF) 【开模】 减速 快速 慢速 缓冲 锁模力 噸 压力 Bar 速度 % (上限 140) 位置 mm 【调模】 调退 开锁模 调进 开模限 270 mm 压力 速度 射胶设定画面 射胶 /加料 /射前加料 【射胶】 螺杆 36
6mm 保三 保二 保一 射四 射三 射二 射一 Bar % mm 秒 冷却时间 秒 (根据需要输入) 射出形态 (可选项:时+位 位置) 【加料】 加一 加二 后松退 【射前加料】 压力 Bar 速度 % 位置 秒