江西省xx有限公司品质检验规程文件编号QP-QC-02版本/修订A/13生效日期2017年7月20日品质检验规程文件编号:QP-QC-02版本:A修订号:1拟订部门:品质部发行部门:人事部发行日期:2017年7月20日文件评审部门会签拟订审核批准日期日期日期文件修订记录版次生效日期修订原因修订内容申请审核批准江西省xx有限公司江西省xx有限公司品质检验规程文件编号QP-QC-02版本/修订A/13生效日期2017年7月20日一、说明:1
此份为正式运行文件,该制度负责人为品质部经理,主要职责是维护程序/制度的运行、检查、培训指导、问题点收集、处理;2
若在运行过程中遇到运作不畅等情况时,请及时知悉稽核办;3
运行过程中若同之前文件有冲突时,一律依本文件执行
二、相关文件《内部文件与资料管理制度》《员工行为管理规范》《质量管理约定》《质检标准规范》三、应用表单《来料抽检记录表》《生产抽检记录表》《项目抽检记录表》第1页共10页江西省xx有限公司品质检验规程文件编号QP-QC-02版本/修订A/13生效日期2017年7月20日一、目的进场材料生产制作项目安装,一环扣一环,每一个环节出错,都直接关系到公司品质质量;为了确保每个环节品质质量稳定可靠,符合国家相关技术标准规范要求,特制定本检验规程
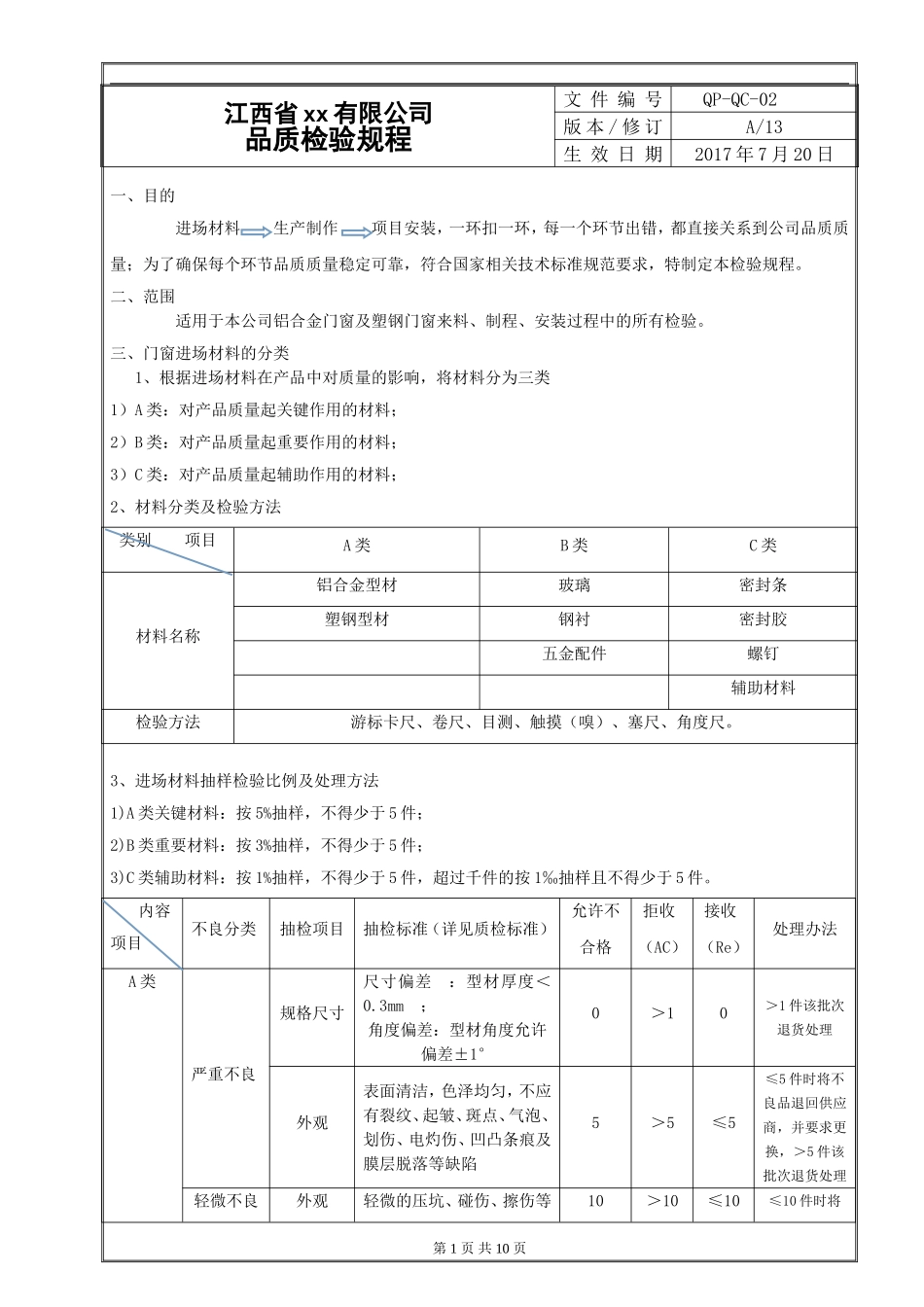
二、范围适用于本公司铝合金门窗及塑钢门窗来料、制程、安装过程中的所有检验
三、门窗进场材料的分类1、根据进场材料在产品中对质量的影响,将材料分为三类1)A类:对产品质量起关键作用的材料;2)B类:对产品质量起重要作用的材料;3)C类:对产品质量起辅助作用的材料;2、材料分类及检验方法类别项目A类B类C类材料名称铝合金型材玻璃密封条塑钢型材钢衬密封胶五金配件螺钉辅助材料检验方法游标卡尺、卷尺、目测、触摸(嗅)、塞尺、角度尺
3、进场材料抽样检验比例及处理方法1)A类关键材料:按5%抽样,不得