金属工艺学习题答案(选做)1
确定下列铸件的分型面
方案 I: φ 125 两圆台凸起妨碍拔模,轴头孔型芯头复杂,安放有困难;方案 II: 底部 A 处妨碍拔模,有错箱可能;方案 III: 仅有错箱可能,方案可行;方案 IV: 分型面处有圆弧,需要挖砂,顶部圆台妨碍拔模
两方案均可行, 但 I 方案存在错箱可能
该零件不算太高, 故方案 II 稍好,从冒口安放来看,II 方案容易安放(在中间)
方案 I: 分型面为曲面,不利于分型
方案 II :分型面在最大截面处,且为平面,方案可行
II I I II I II 两方案均可,但型芯头形状不同
中心孔应铸出,以防缩孔
但因孔较小,型芯较细,应采用油砂芯为好,干强度高且容易清理,内孔光滑
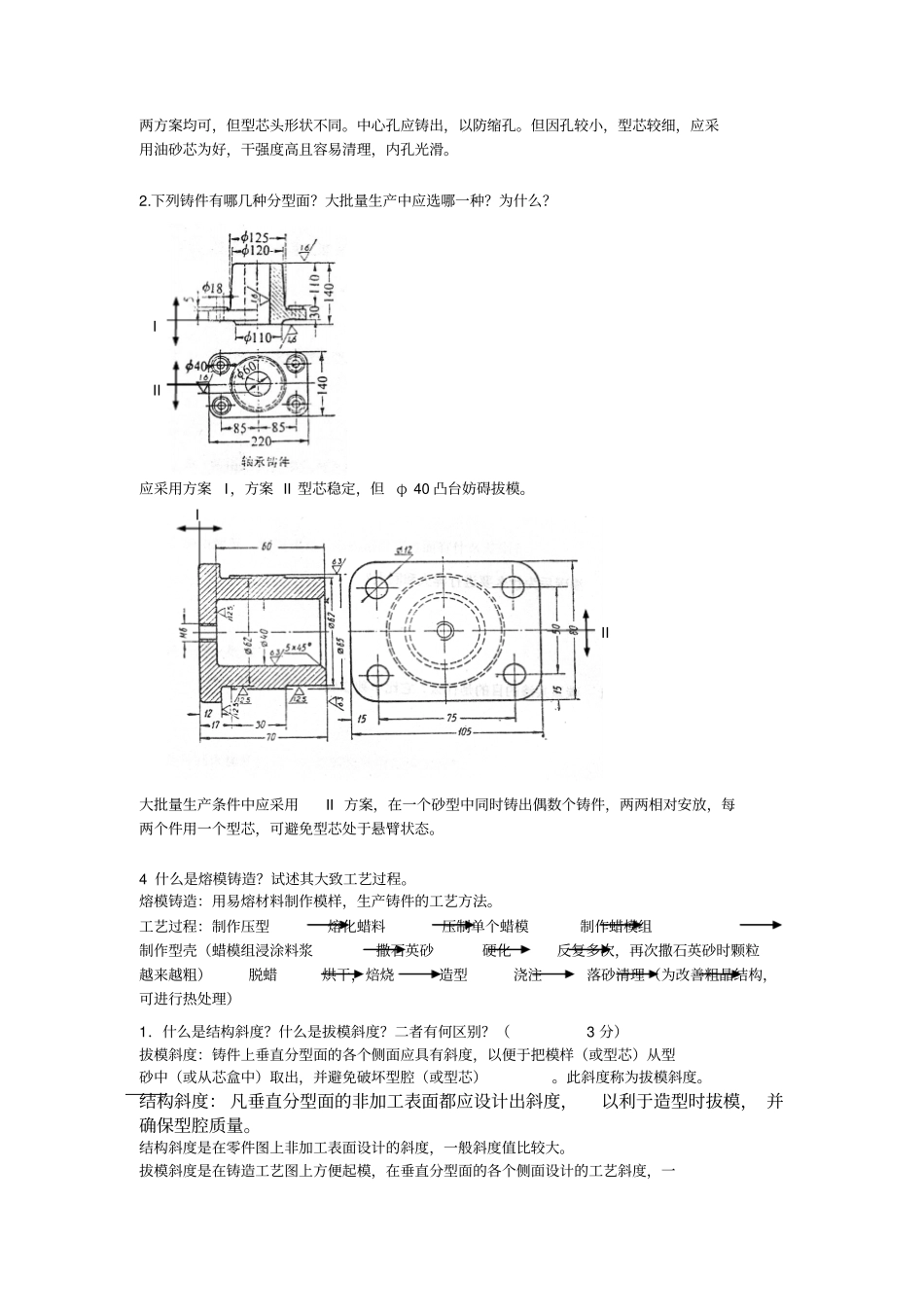
下列铸件有哪几种分型面
大批量生产中应选哪一种
应采用方案I,方案 II 型芯稳定,但 φ 40 凸台妨碍拔模
大批量生产条件中应采用II 方案,在一个砂型中同时铸出偶数个铸件,两两相对安放,每两个件用一个型芯,可避免型芯处于悬臂状态
4 什么是熔模铸造
试述其大致工艺过程
熔模铸造:用易熔材料制作模样,生产铸件的工艺方法
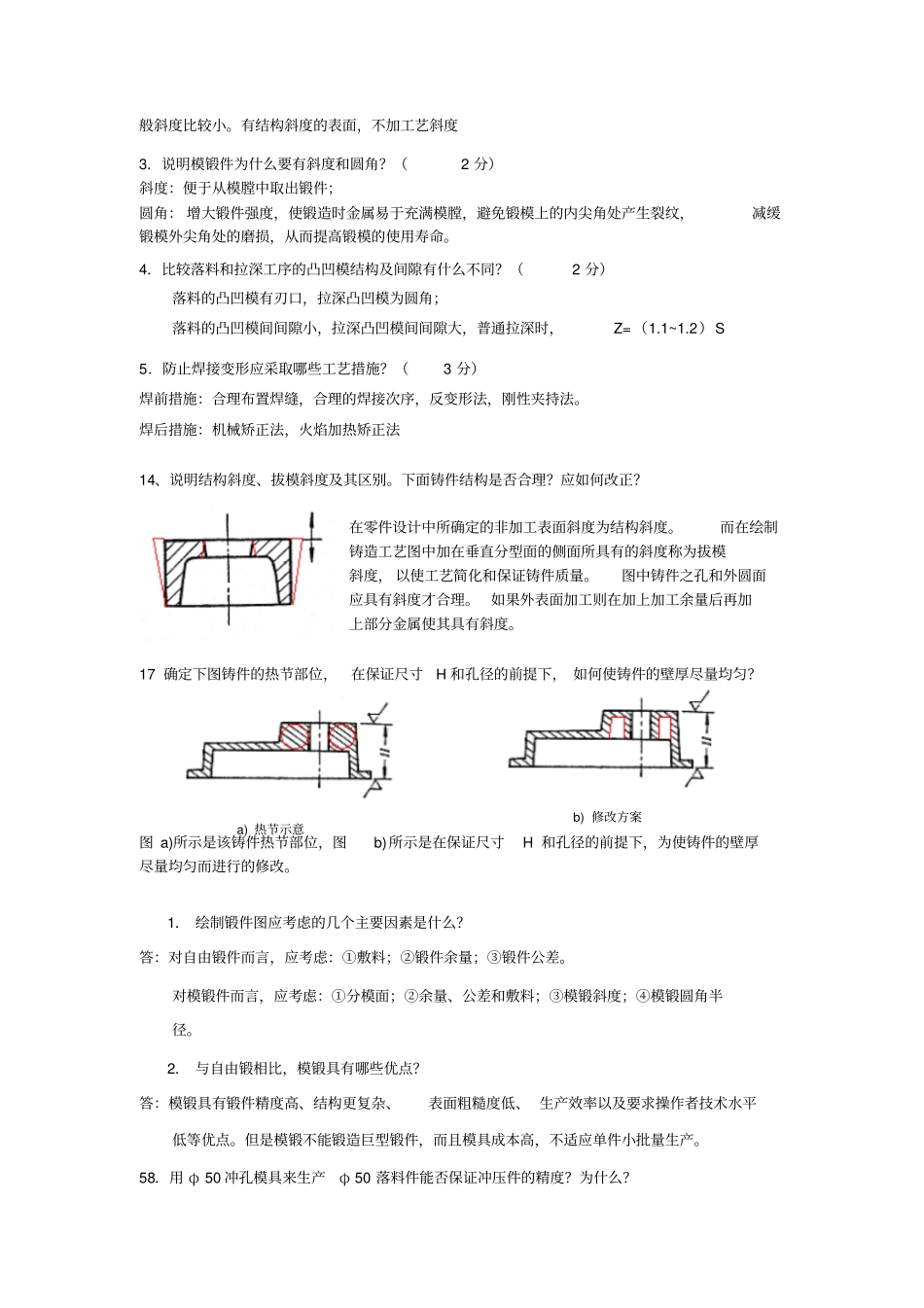
工艺过程:制作压型熔化蜡料压制单个蜡模制作蜡模组制作型壳(蜡模组浸涂料浆撒石英砂硬化反复多次,再次撒石英砂时颗粒越来越粗)脱蜡烘干,焙烧造型浇注落砂清理(为改善粗晶结构,可进行热处理)1.什么是结构斜度
什么是拔模斜度
二者有何区别
(3 分)拔模斜度:铸件上垂直分型面的各个侧面应具有斜度,以便于把模样(或型芯)从型砂中(或从芯盒中)取出,并避免破坏型腔(或型芯)
此斜度称为拔模斜度
结构斜度: 凡垂直分型面的非加工表面都应设计出斜度,以利于造型时拔模, 并确保型腔质量
结构斜度是在零件图上非加工表面设计的斜度,一般斜度值比较大
拔模斜度是在铸造工艺图上方便起模,在垂直分型面的各个侧面设计的工艺斜度,一I I