金属零件加工工艺本文档由深圳机械展SIMM整理,详细介绍金属零件加工工艺
金属零件加工工艺主要有:机械加工,冲压,精密铸造,粉末冶金,金属注射成型机械加工是指通过一种机械设备对工件的外形尺寸或性能进行改变的过程
按加工方式上的差别可分为切削加工和压力加工
冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法
还有特种加工,激光加工, 电火花加工, 超声波加工, 电解加工, 粒子束加工以及超高速加工等
车、铣、锻、铸、磨,数控加工、CNC 数控中心都属于机加工
材料成型方法是材料加工过程中的关键因素,涉及设计、性能、成本、质量、效果、良率、生产周期等种种问题,是制造者极度重视的问题,介绍完塑料,今天我们分享一篇金属成型的干货
金属零件加工工艺——金属成型工艺金属零件加工工艺——金属成形工艺1 铸造液态金属浇注到与零件形状、尺寸相适应的铸型型腔中,待其冷却凝固,以获得毛坯或零件的生产方法,通常称为金属液态成形或铸造
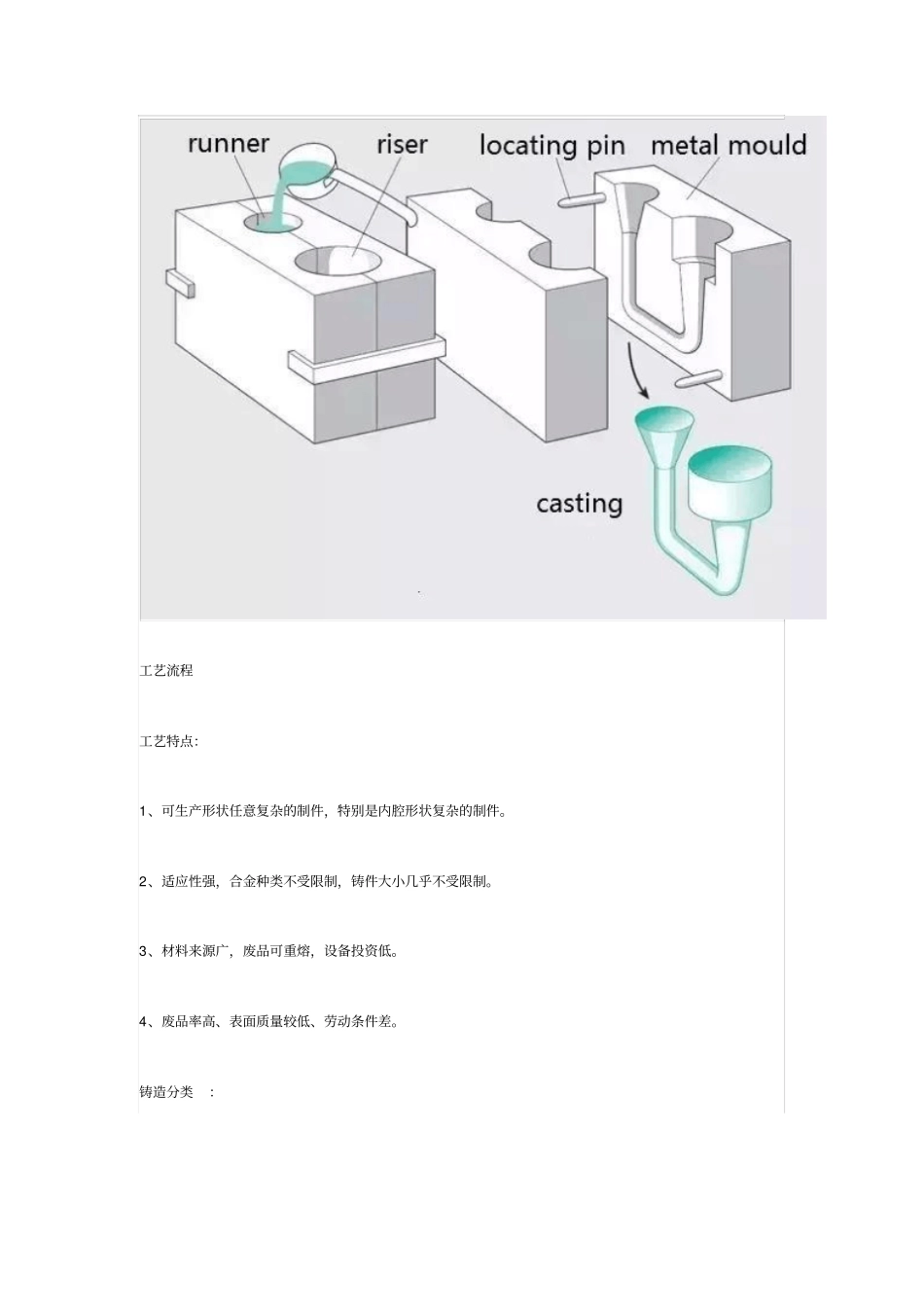
工艺流程:液体金属→充型→凝固收缩→铸件工艺流程工艺特点:1、可生产形状任意复杂的制件,特别是内腔形状复杂的制件
2、适应性强,合金种类不受限制,铸件大小几乎不受限制
3、材料来源广,废品可重熔,设备投资低
4、废品率高、表面质量较低、劳动条件差
铸造分类:铸造分类(1) 砂型铸造( sand casting)金属零件加工工艺——砂型铸造( sand casting)砂型铸造: 在砂型中生产铸件的铸造方法
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得
工艺流程:工艺流程砂型铸造工艺流程技术特点:1、适合于制成形状复杂,特别是具有复杂内腔的毛坯;2、适应性广,成本低;3、对于某些塑性很差的材料,如铸铁等,砂型铸造是制造其零件或,毛坯的唯一的成形工艺
应用:汽车的发动机气缸体、气缸盖、曲