第四节 铝合金玻璃幕墙施工要点一、玻璃幕墙构件加工制作玻璃幕墙构件的加工制作应严格按设计施工图进行,必要时应对已建建筑物主题进行复测,及时调整幕墙的设计并及时修改设计施工图,合理安排组织幕墙构件的加工组装
玻璃幕墙使用的所有材料和附件,都必须有产品合格证和说明书以及执行标准的编号;特别是主要部件,更要严格检查其质量,检查出厂时间、存放有效期,严禁使用不合格和过期材料
加工幕墙构件的设备、机具应能达到幕墙构件加工精度的要求,定期进行检查和计量认证,如设备的加工精度、光洁度、角度、胶体混合比、色调和均匀度等及时进行检查维护;对量具应按计量管理部门的规定,定期进行计量鉴定,以保证加工产品质量和精确度
幕墙构件加工环境要求清洁、干燥、通风良好,温度也应满足加工的需要,如北方冬季应有暖气,南方夏季应有降温措施
对于硅酮结构密封胶的施工环境要求更为严格,除要求清洁无尘土外,室内温度应控制在5℃~30℃之间,相对温度应控制在35%~75%之间
隐框玻璃幕墙的结构装配组合件应在生产车间制作,不得在现场进行
硅酮构件密封胶应打注饱满
不得使用过期的硅酮构件密封胶和耐候硅酮密封胶
(一)铝型材加工制作1、铝型材下料(1)玻璃幕墙结构杆件下料前应进行校直调整
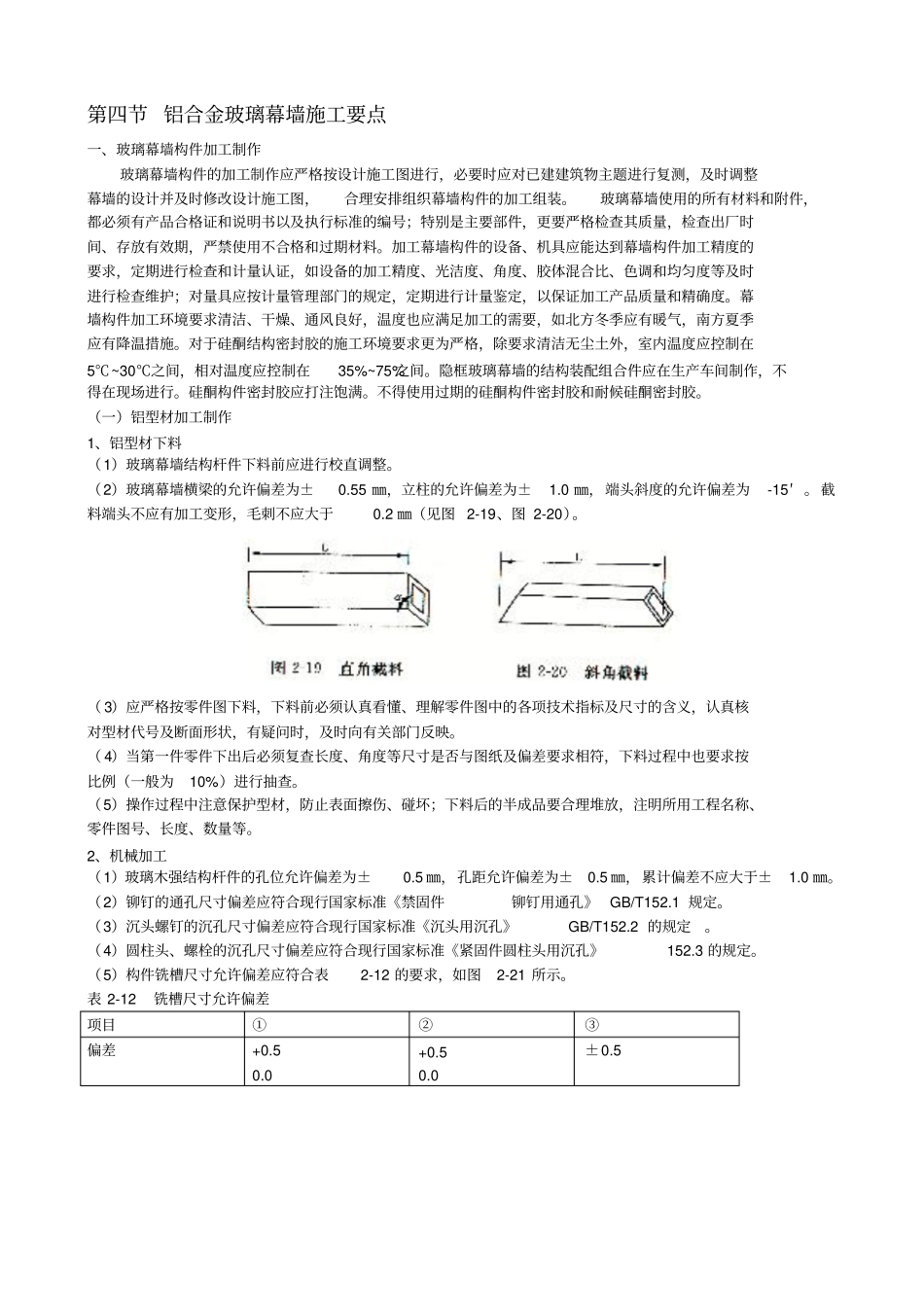
(2)玻璃幕墙横梁的允许偏差为±0
55 ㎜,立柱的允许偏差为±1
0 ㎜,端头斜度的允许偏差为-15′
截料端头不应有加工变形,毛刺不应大于0
2 ㎜(见图 2-19、图 2-20)
( 3)应严格按零件图下料,下料前必须认真看懂、理解零件图中的各项技术指标及尺寸的含义,认真核对型材代号及断面形状,有疑问时,及时向有关部门反映
( 4)当第一件零件下出后必须复查长度、角度等尺寸是否与图纸及偏差要求相符,下料过程中也要求按比例(一般为10%)进行抽查
(5)操作过程中注意保护型材,防止表面擦伤、碰坏;下料后的半成品要合理堆放,注明所用工程