铝合金型材挤压工艺及模具计算1 二
总设计过程概论1
挤压工艺流程:铸锭加热→挤压→切压余→淬火→冷却→切头尾→切定尺→时效→表面处理→包装→出厂2
挤压工艺条件1)铸锭的加热温度6063 铝的最高允许加热温度为550℃,下限温度为 320℃,为了保证制品的组织,性能,挤压时锭坯的加热温度不宜过高,应尽量降低挤压温度2)挤压筒的加热温度模具的成分多为合金钢, 由于导热性差, 为避免产生热应力, 挤压前挤压筒要预热,为保证挤压制品的质量, 并且具有良好的挤压效应, 挤压筒温度可取 400℃~450℃
3)挤压温度热挤压时,加热温度一般是合金熔点绝对温度的0
95 倍,本设计挤压温度为 450℃~ 500℃,挤压过程中温度控制在450℃左右4)挤压速度考虑金属与合金的可挤压性, 制品质量要求及设备的能力限制,本设计的挤压速度取 0
8m/s 5) 工模具的润滑因本设计采用热挤压,故不采用润滑6)模具模具应具有足够的耐高温疲劳强度和硬度,较高的耐回火性及耐热性, 足够的韧性,低的膨胀系数和良好的导热性, 可加工性,及经济性,本设计采用 4Cr5MoSiV1作为模具的材料,热处理的硬度为HRC45~50 7)切压余根据所选的设备: 500T,切压余厚为 20mm;800T,切压余厚为 25mm 8) 淬火本工艺过程中,制品挤出后可通过设置风扇对制品进行吹风来达到风淬的目的9)冷却直接露置在空气中冷却,达到自然时效的目的10)切头尾本工艺过程统一去头尾各300mm 三
实心型材模设计1
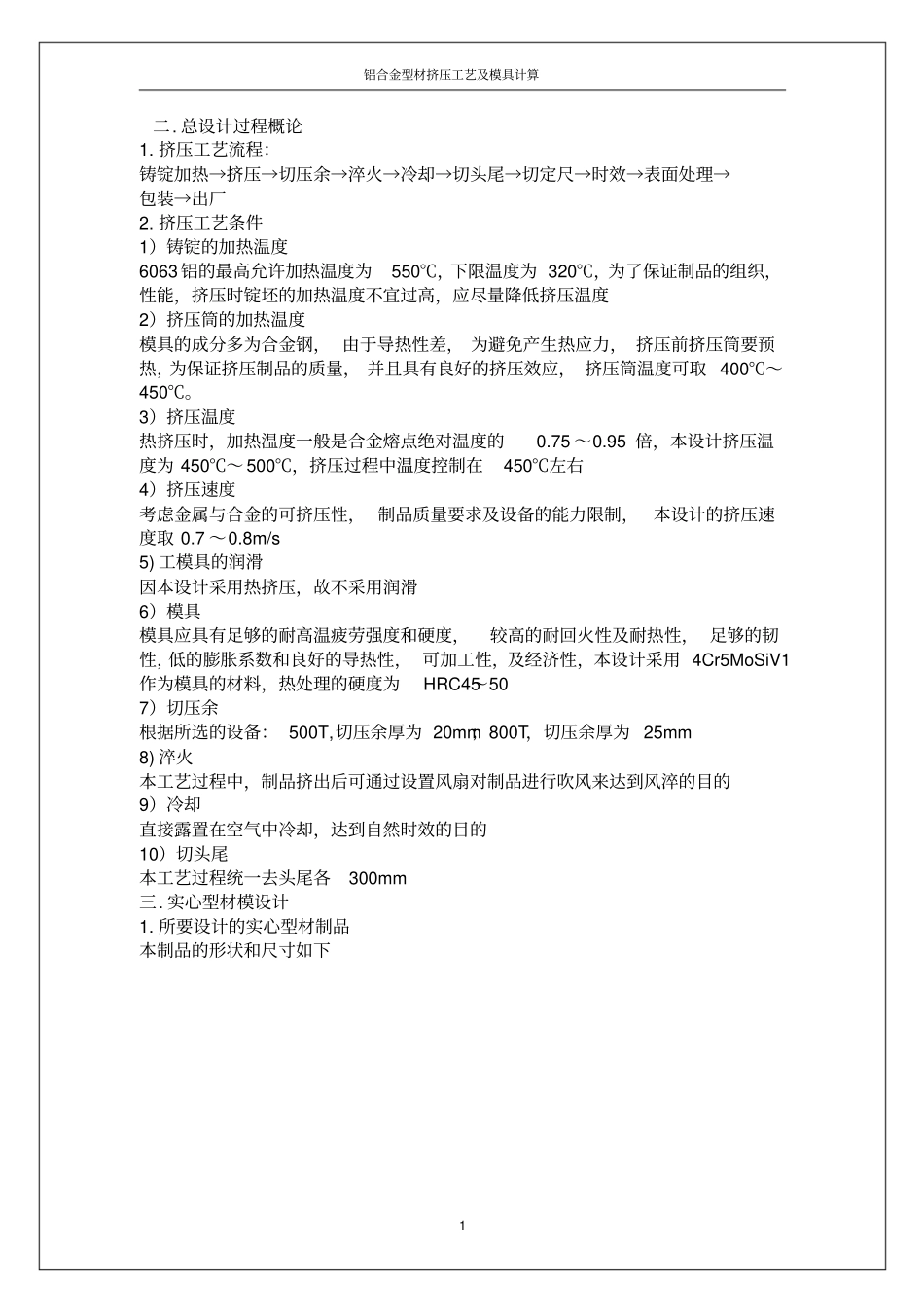
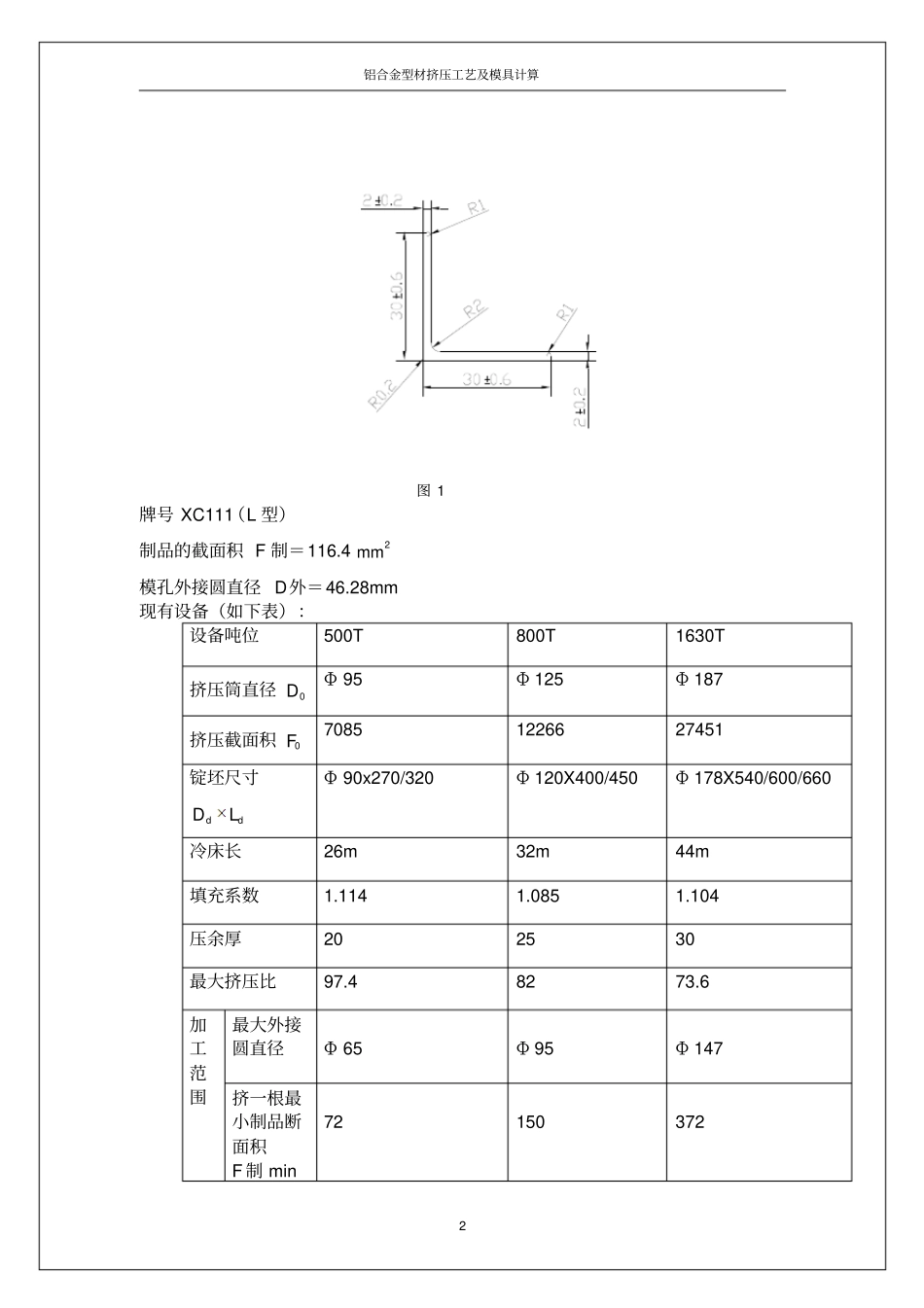
所要设计的实心型材制品本制品的形状和尺寸如下铝合金型材挤压工艺及模具计算2 图 1牌号 XC111(L 型)制品的截面积 F 制=116
42mm模孔外接圆直径 D外=46
28mm 现有设备(如下表):设备吨位500T 800T 1630T 挤压筒直径0DΦ 95 Φ