铸造铸件常见缺陷分析铸造工艺过程复杂,影响铸件质量的因素很多,常见的铸件缺陷名称、特征和产生的原因,见表
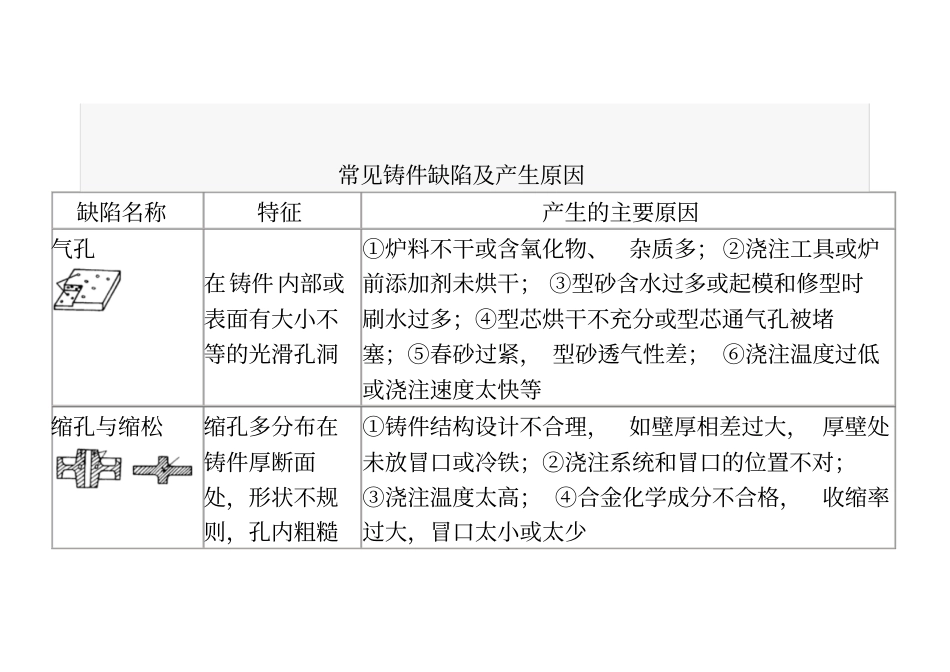
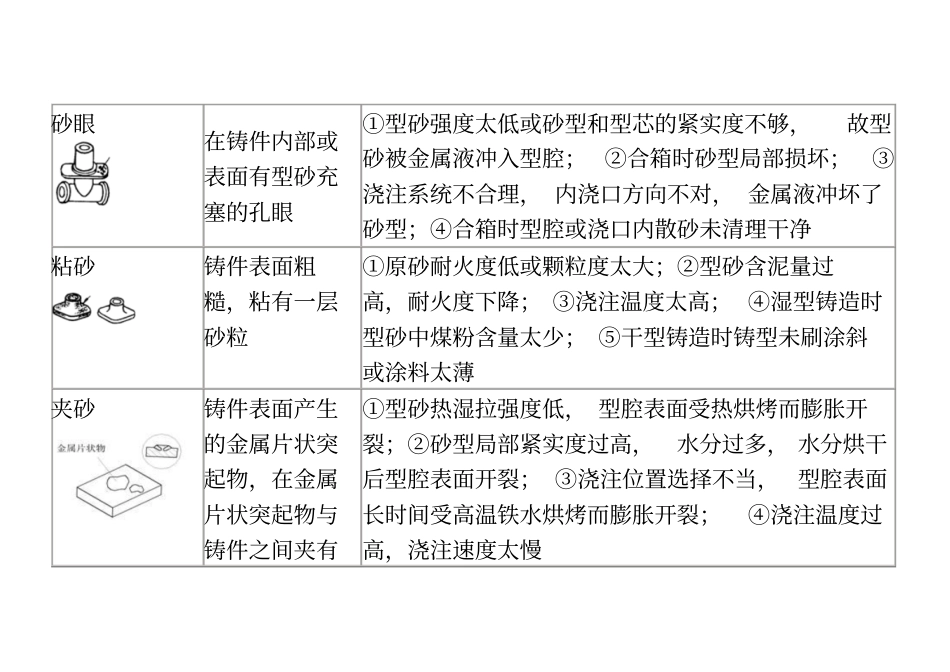
常见铸件缺陷及产生原因缺陷名称特征产生的主要原因气孔在铸件 内部或表面有大小不等的光滑孔洞①炉料不干或含氧化物、杂质多; ②浇注工具或炉前添加剂未烘干; ③型砂含水过多或起模和修型时刷水过多;④型芯烘干不充分或型芯通气孔被堵塞;⑤春砂过紧, 型砂透气性差; ⑥浇注温度过低或浇注速度太快等缩孔与缩松缩孔多分布在铸件厚断面处,形状不规则,孔内粗糙①铸件结构设计不合理,如壁厚相差过大, 厚壁处未放冒口或冷铁;②浇注系统和冒口的位置不对;③浇注温度太高; ④合金化学成分不合格,收缩率过大,冒口太小或太少砂眼在铸件内部或表面有型砂充塞的孔眼①型砂强度太低或砂型和型芯的紧实度不够,故型砂被金属液冲入型腔; ②合箱时砂型局部损坏;③浇注系统不合理, 内浇口方向不对, 金属液冲坏了砂型;④合箱时型腔或浇口内散砂未清理干净粘砂铸件表面粗糙,粘有一层砂粒①原砂耐火度低或颗粒度太大;②型砂含泥量过高,耐火度下降; ③浇注温度太高; ④湿型铸造时型砂中煤粉含量太少; ⑤干型铸造时铸型未刷涂斜或涂料太薄夹砂铸件表面产生的金属片状突起物,在金属片状突起物与铸件之间夹有①型砂热湿拉强度低, 型腔表面受热烘烤而膨胀开裂;②砂型局部紧实度过高,水分过多, 水分烘干后型腔表面开裂; ③浇注位置选择不当,型腔表面长时间受高温铁水烘烤而膨胀开裂;④浇注温度过高,浇注速度太慢一层型砂错型铸件沿分型面有相对位置错移①模样的上半模和下半模未对准;②合箱时, 上下砂箱错位;③上下砂箱未夹紧或上箱未加足够压铁,浇注时产生错箱冷隔铸件上有未完全融合的缝隙或洼坑,其交接处是圆滑的①浇注温度太低, 合金流动性差; ②浇注速度太慢或浇注中有断流; ③浇注系统位置开设不当或内浇道横截面积太小; ④铸件壁太薄; ⑤直浇道 (含浇口