门式起重机检验规程为规范产品检验, 确保制造质量 , 特编制此规程
主题内容规定产品出厂及制造过程中检测工程、技术要求及检测方法
适用于露天作业的门式起重机一般项,包括通用门式起重机的全部和专用门式起重机的相同或类似部份(不同部份按技术要求和工艺文件另行检验),其取物装置为吊钩、抓斗、电磁吸盘或二用、三用
编制依据检测工程和技术要求,A项是依照GB/14406-93 (通用门式起重机)和GB/T14407-93(通用桥式和门式起重机司机室技术条件)而定
B 项是根据本公司制造过程的需要而定
检测方法是参照相关87 年全国行业规程结合本公与司的长期实践经验而定
工程代号A项为出厂检验项,B项为过程检验项
机加工件属外购未列入此规程中
材料和配套件按《外协外购件检验规程》进行检验
钢材表面除锈检验主梁腹板、盖板和轨道等重要构件应进行预处理并在处理之后即行检验
其他构件可采用预处理也可采用手工除锈在涂漆前进行检验
下料检验主梁构件下料后应进行全部检验,并填写检测记录,其他构件可进行抽查,抽查数据登记在检验员工作日志中
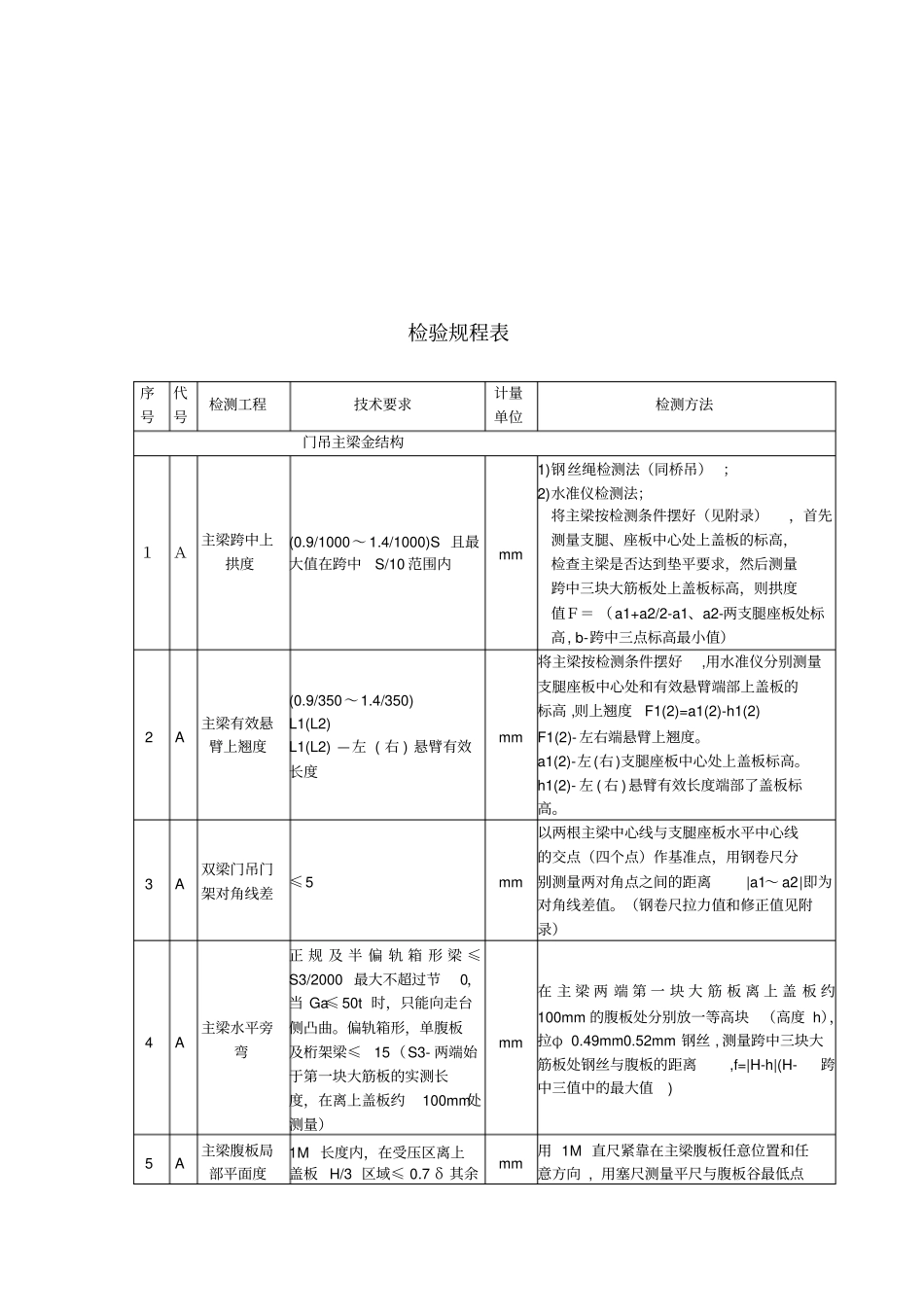
检验规程表序号代号检测工程技术要求计量单位检测方法门吊主梁金结构1A主梁跨中上拱度(0
9/1000~ 1
4/1000)S 且最大值在跨中S/10 范围内mm 1)钢丝绳检测法(同桥吊) ;2)水准仪检测法;将主梁按检测条件摆好(见附录),首先测量支腿、座板中心处上盖板的标高,检查主梁是否达到垫平要求,然后测量跨中三块大筋板处上盖板标高,则拱度值F= (a1+a2/2-a1、a2-两支腿座板处标高, b-跨中三点标高最小值)2 A 主梁有效悬臂上翘度(0
9/350~1
4/350) L1(L2) L1(L2) —左 ( 右 ) 悬臂有效长度mm 将主梁按检测条件摆好,用水准仪分别测量支腿座板中心处和有效悬臂端部上盖板的标高 ,则上