东港市辽成机械有限公司铸造特殊过程能力确认东港市辽成机械有限公司2017 年 1 月 20 日铸造特殊过程能力确认1 铸造生产纲领1
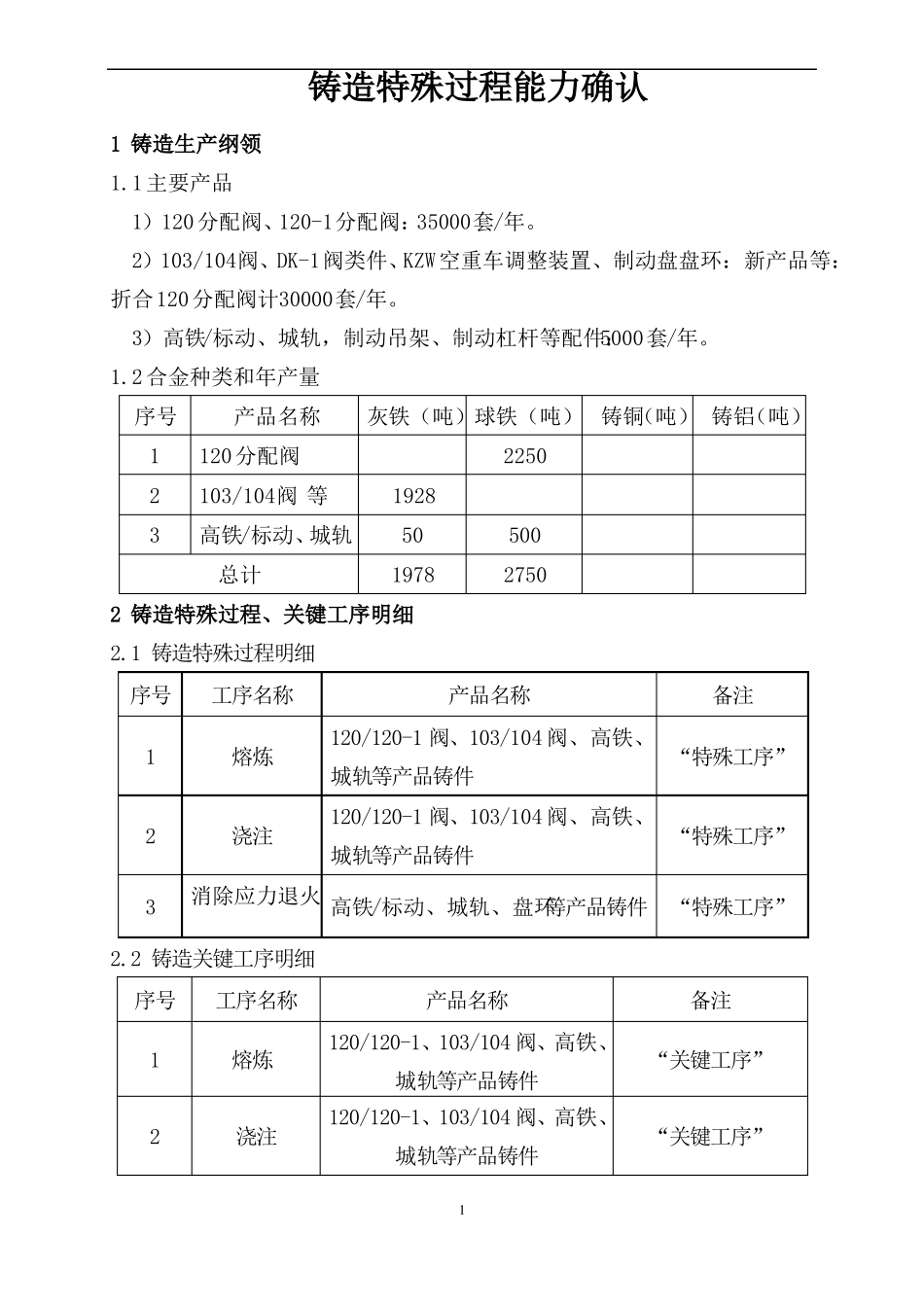
1主要产品 1)120分配阀、120-1分配阀:35000套/年
2)103/104阀、DK-1阀类件、KZW空重车调整装置、制动盘盘环:新产品等:折合120分配阀计30000套/年
3)高铁/标动、城轨,制动吊架、制动杠杆等配件:5000套/年
2合金种类和年产量序号产品名称灰铁(吨)球铁(吨)铸铜(吨) 铸铝(吨)1120分配阀225050027502103/104阀 等 19283高铁/标动、城轨50总计19782 铸造特殊过程、关键工序明细2
1 铸造特殊过程明细序号1工序名称熔炼产品名称120/120-1 阀、103/104 阀、高铁、城轨等产品铸件120/120-1 阀、103/104 阀、高铁、城轨等产品铸件备注“特殊工序”23浇注消除应力退火“特殊工序”高铁/标动、城轨、盘环等产品铸件“特殊工序”2
2 铸造关键工序明细序号12工序名称熔炼浇注产品名称120/120-1、103/104 阀、高铁、城轨等产品铸件120/120-1、103/104 阀、高铁、城轨等产品铸件1备注“关键工序”“关键工序”3 材料控制我们铸造的主要原辅材料来源为外购,采购和控制是根据标准和技术要求进行,其用量、来源和供应的可靠性有保证,车间使用过程也证明了主要材料的合理性与适应性
4 铸造生产设备和工装见设备台帐,铸造生产工装台帐
5 工艺方法评价5
1 关、特过程简述(含检测手段)5
1熔炼(特殊过程)铸造车间熔炼以中频电炉熔炼,该工艺生产效率较高并可保证铁水质量,熔化主要设备是1
5T中频炉、1T 中频炉,铁水升温、净化及成分的调整等在电炉完成
炉料用电子秤在地上进行称量,采用单铸试棒检验铸铁成分和机械性能,该过程主要按配料通知执行,