产品生产阶段质量保证措施一、总则1、 产品所用新物料、替代物料必须经过技术认证才能进入BOM和创建ERP链接;2、 产品所用物料必须经过原材料检验合格后才能入库;3、 关键工序设置专检;4、 生产现场巡检稽核;5、 产品100%经过初检、老化、复检合格后,高端产品经OQC抽检合格后才能出货;6、 生产设备、环境条件符合产品相应质量类别要求,生产设备每天点检、定期维护保养;7、试验、检验所用仪器、设备满足使用要求,并在计量检定有效期内使用;8、从事库管、生产、检验、维修的操作员经过岗位培训和考核合格持证上岗;9、库房、生产、检验、维修全过程采取了严格有效的静电(ESD)防护措施;10、 库房、生产、维修采取了严格有效的湿敏物料(MSD)管控措施;11、 产品、物料、工艺相关试验项目和条件符合产品相应质量类别要求;12、 对生产、使用过程中出现的功能性失效且具有批次性不合格的产品进行失效分析,找出根本原因,给出纠正预防措施;13、 建立了环境应力实验室,对高端产品进行了ESS应力筛选试验,本公司不能进行的试验、检验项目,与有资质和条件的单位进行协作,保证试验、检验的完整性
14、 根据用户要求出具试验、检测报告
15、 SQE对供应商质量管理,供应商质量管理规范,迈普供方质量协议
主导物料问题闭环
16、 生产品质处召开周高端产品质量分析会,双周工厂质量例会,异常问题质量会议等,梳理问题,推动问题闭环
(原因分析,纠正预防措施,效果确认跟踪,)17、 出台了《工厂红黄牌制度》、《工厂人为责任划分和处理流程》,落实了质量责任;18、 每月输出质量分析报告,对质量水平进行了监控,当质量水平有下降趋势或偏离目标时,提出预警或改进措施;通过统计分析,识别改进机会,纳入改进计划,并跟踪落实
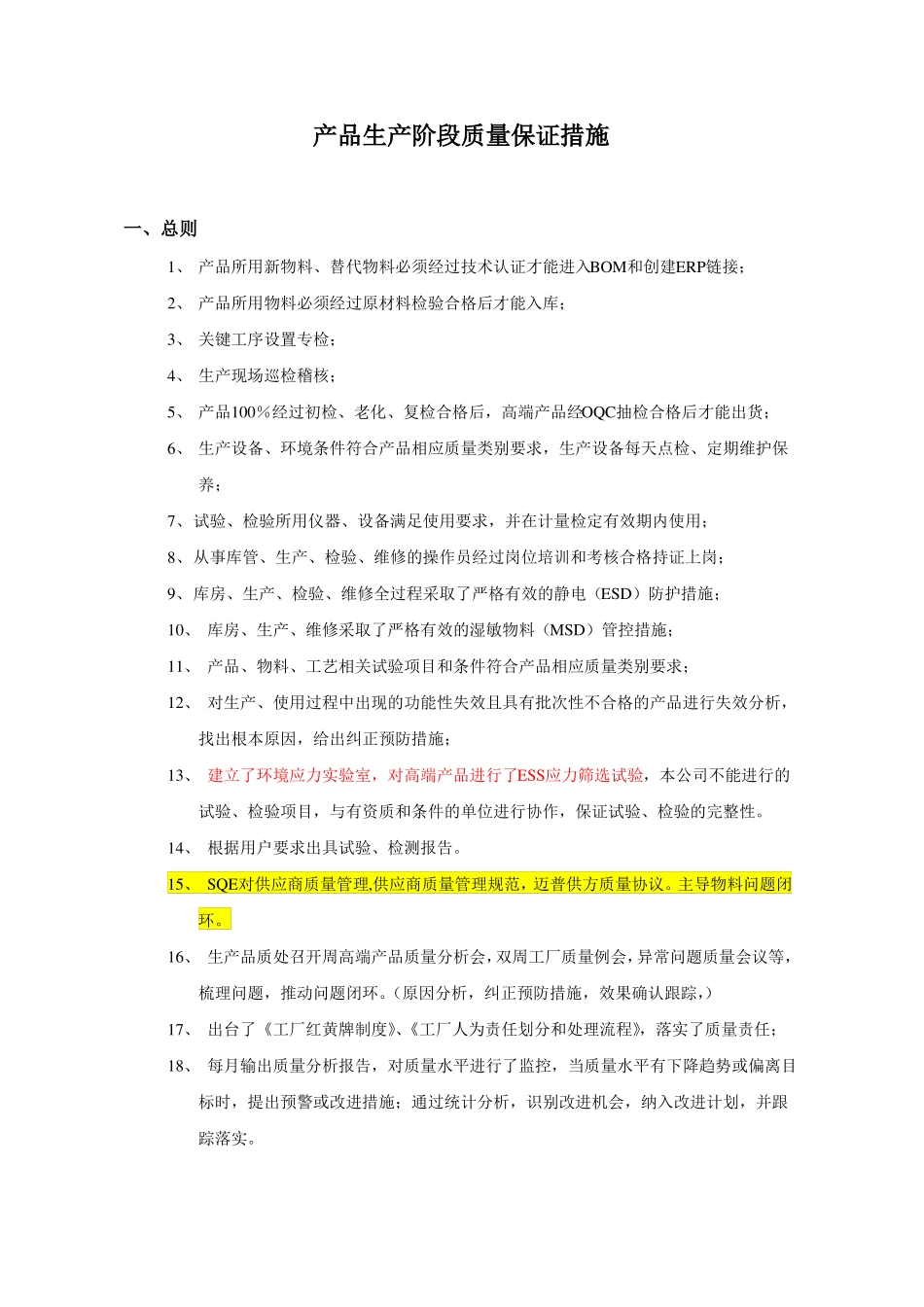
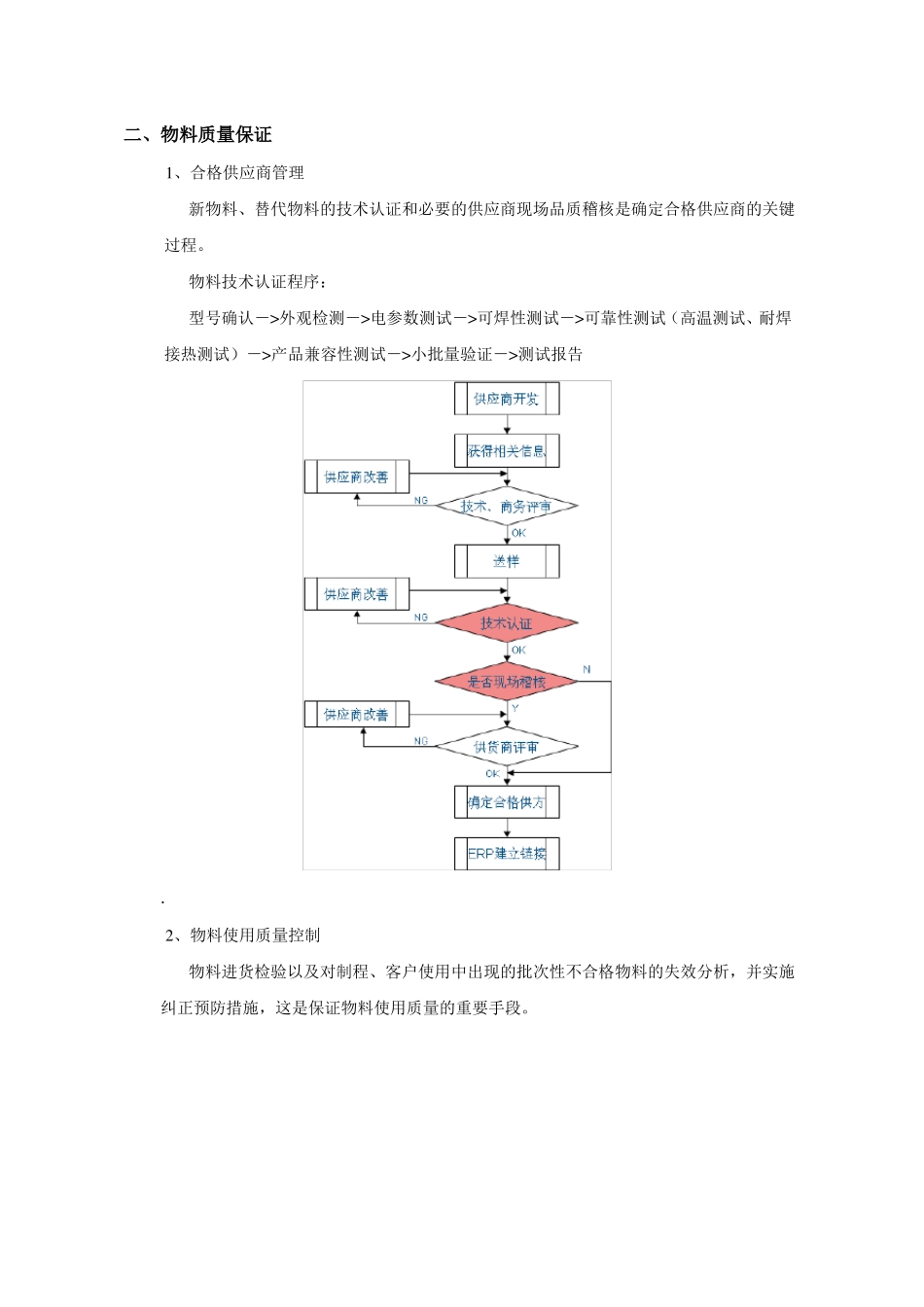
二、物料质量保证1、合格供应商管理新物料、替代物料的技术认证和必要的供应商现场品质稽核是确定合格供