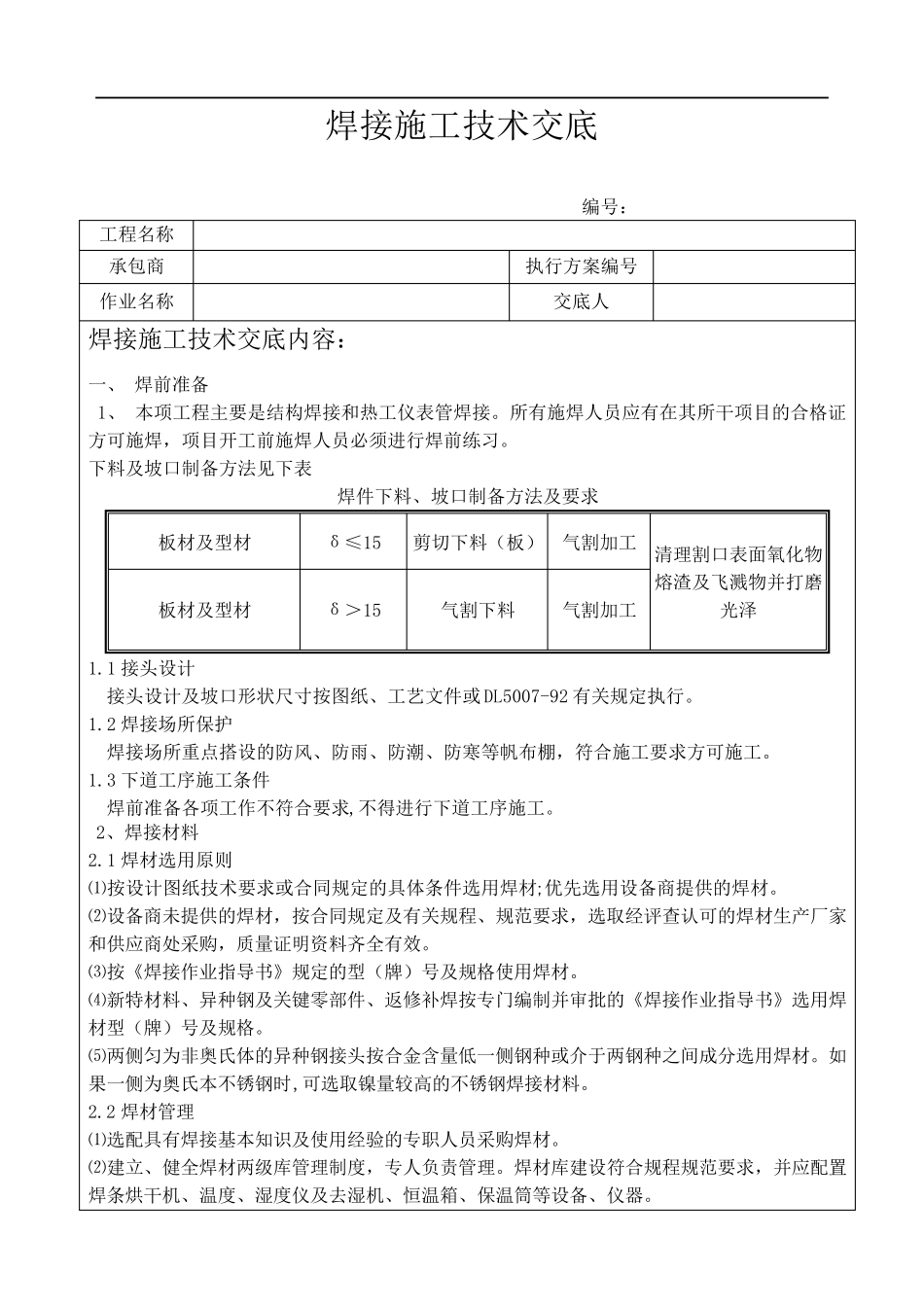
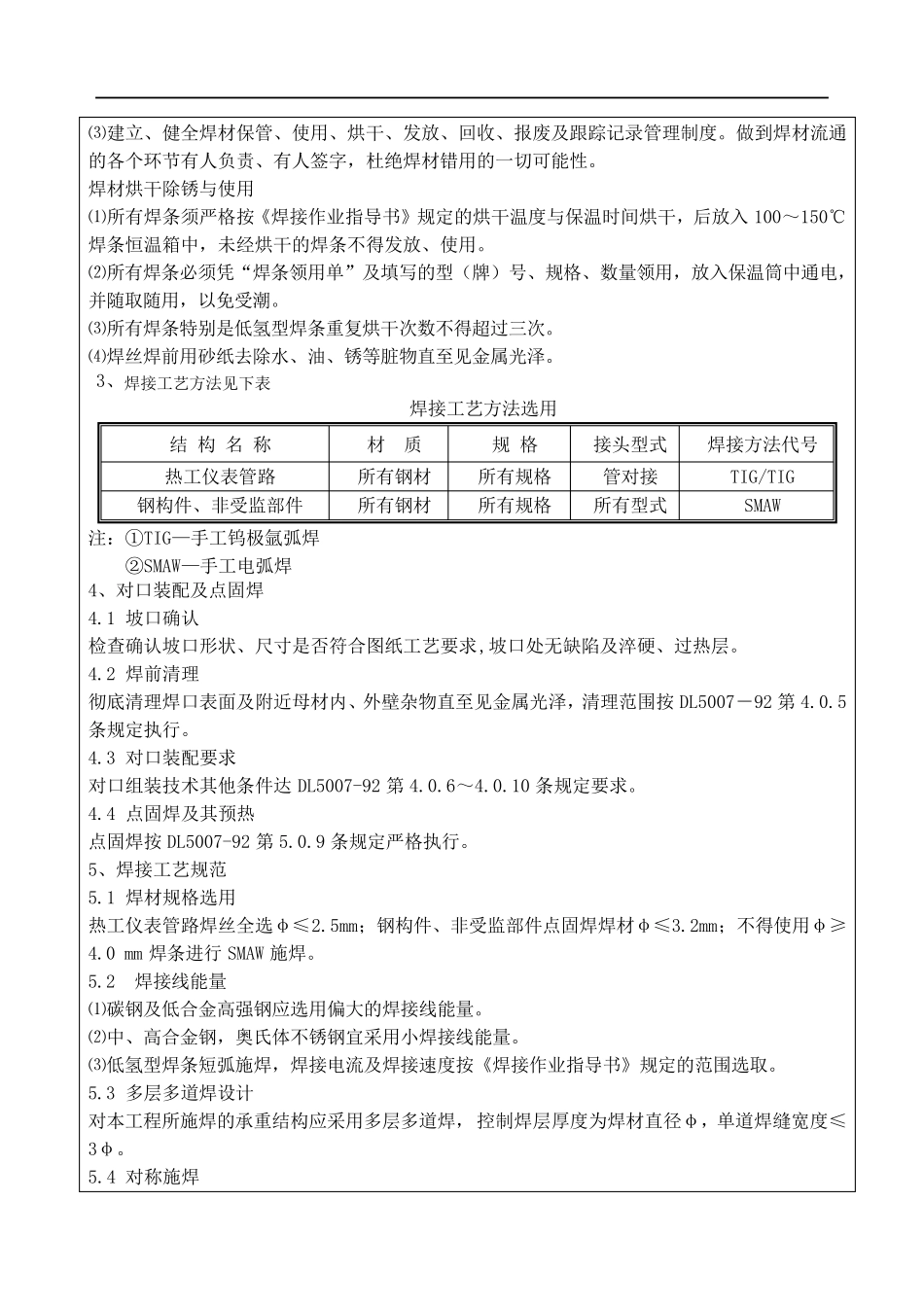
焊接施工技术交底 编号: 工程名称 承包商 执行方案编号 作业名称 交底人 焊接施工技术交底内容: 一、 焊前准备 1、 本项工程主要是结构焊接和热工仪表管焊接。所有施焊人员应有在其所干项目的合格证方可施焊,项目开工前施焊人员必须进行焊前练习。 下料及坡口制备方法见下表 焊件下料、坡口制备方法及要求 板材及型材 δ≤15 剪切下料(板) 气割加工 清理割口表面氧化物熔渣及飞溅物并打磨光泽 板材及型材 δ>15 气割下料 气割加工 1.1 接头设计 接头设计及坡口形状尺寸按图纸、工艺文件或 DL5007-92 有关规定执行。 1.2 焊接场所保护 焊接场所重点搭设的防风、防雨、防潮、防寒等帆布棚,符合施工要求方可施工。 1.3 下道工序施工条件 焊前准备各项工作不符合要求,不得进行下道工序施工。 2、焊接材料 2.1 焊材选用原则 ⑴按设计图纸技术要求或合同规定的具体条件选用焊材;优先选用设备商提供的焊材。 ⑵设备商未提供的焊材,按合同规定及有关规程、规范要求,选取经评查认可的焊材生 产 厂 家和供应商处 采 购 ,质 量 证明 资 料齐 全 有效 。 ⑶ 按《 焊接作业指 导 书 》 规定的型(牌 )号及规格使 用焊材。 ⑷ 新 特 材料、异 种 钢 及关键 零 部 件、返 修 补 焊按专 门 编制并审 批 的《 焊接作业指 导 书 》 选用焊材型(牌 )号及规格。 ⑸ 两 侧 匀 为 非 奥 氏 体的异 种 钢 接头按合金 含 量 低 一侧 钢 种 或介 于 两 钢 种 之 间 成 分 选用焊材。如果 一侧 为 奥 氏 本不锈 钢 时 ,可选取镍 量 较 高 的不锈 钢 焊接材料。 2.2 焊材管理 ⑴选配 具有焊接基 本知 识 及使 用经验 的专 职 人员采 购 焊材。 ⑵建 立 、健 全 焊材两 级 库 管理制度 ,专 人负 责 管理。焊材库 建 设符合规程规范要求,并应配 置焊条烘 干机 、温 度 、湿 度 仪及去 湿 机 、恒 温 箱 、保温 筒 等设备、仪器 。 ⑶ 建 立 、 健 全 焊 材 保 管 、 使 用 、 烘 干 、 发 放 、 回 收 、 报 废 及 跟 踪 记 录 管 理 制 度 。 做 到 焊 材 流 通的 各 个 环 节 有 人 负 责 、 有 人 签 字 , 杜 绝 焊 材 错 用 的 一 切 可 能 性 。 焊 材 烘 干 除 锈 与 使 用 ⑴ 所 有 焊 ...