三强安装有限责任公司焊接工艺评定报告填表时间 年 月 日试件焊接条件1、母 材: 20 钢2、焊接方法:手工电弧焊3、焊 接 位: 转动焊4、坡口形式: V 型坡口5、厚 度: 7mm6、管子直径: 273mm三强安装有限责任公司 鉴 定 书 1
焊 接 试 验 的 经 过 ① 试板下料:按工艺指导书要求划线、气割、下料 ,并去毛刺
② 焊接试件:先点固焊,再按工艺指导书要求施焊,并作原始数据记录 ③ 外观检查:检验人员进行外观检查
④ 无损探伤:进行探伤 ⑤ 加工试样:按要求在锯床上锯试样,并在刨床上加工至尺寸要求
⑥ 机械性能试验:作拉伸、弯曲、冲击试验
检 验 的 结 果 3
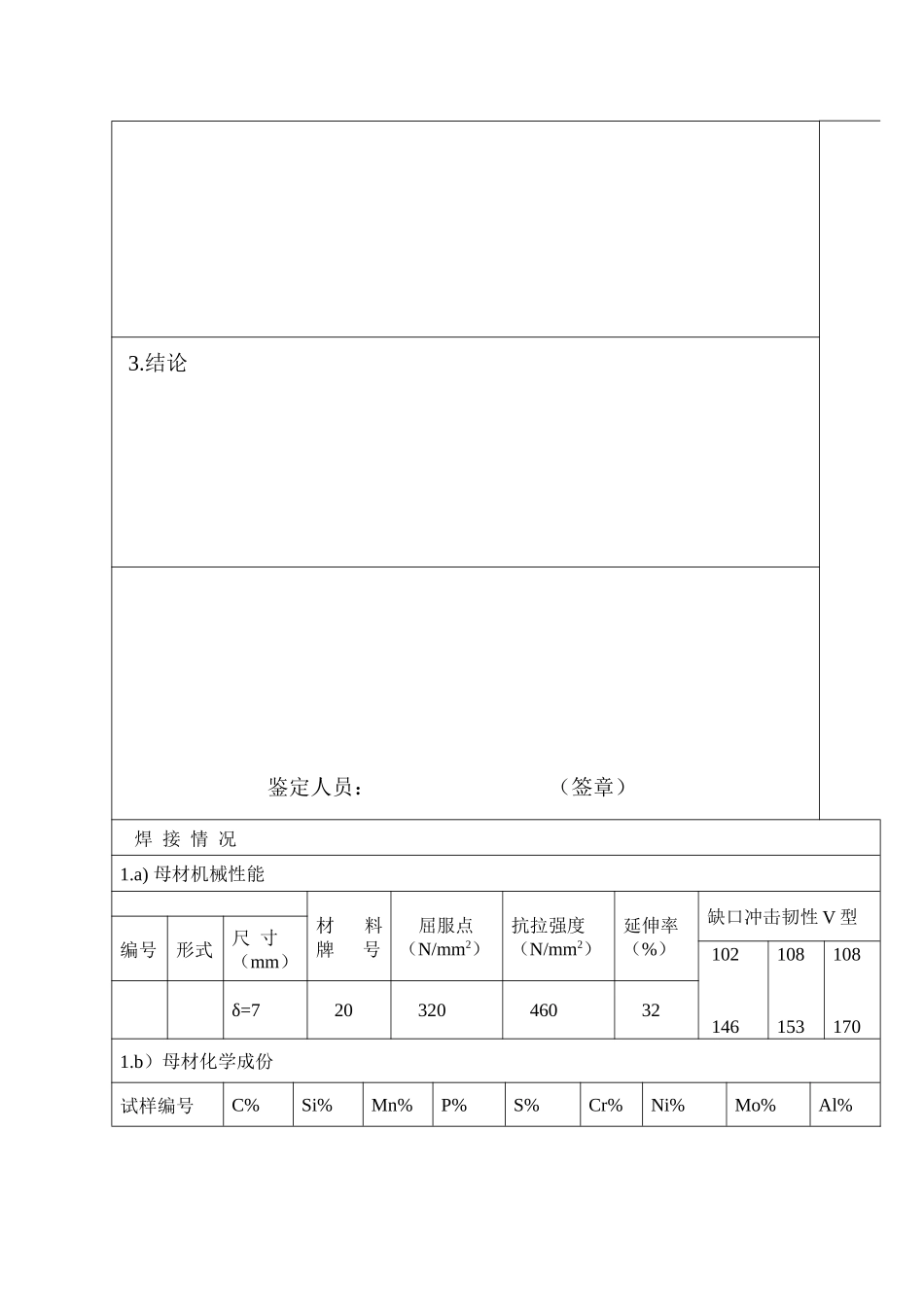
结论 鉴定人员: (签章) 焊 接 情 况1
a) 母材机械性能材料 牌 号屈服点(N/mm2)抗拉强度(N/mm2)延伸率(%)缺口冲击韧性 V 型编号形式尺 寸(mm) 102 146108153108170δ=720320460321
b)母材化学成份试样编号C%Si%Mn%P%S%Cr%Ni%Mo%Al%母材焊缝0
焊工、坡口准备和热处理试样编号 焊 工 坡 口 准 备 热 处 理姓名标记 种类间隙角度钝边高预热温度 c焊 后 热处理SA-09郑利涛V 型3mm1403.焊接方法焊接位置焊接填充材料试样编号焊接方法焊接位置焊层焊 接填 充 材 料保护气体或焊剂SA-09手工电弧焊接转动焊3牌号 型号直径大桥E4303φ4
24.焊接参数试样编号焊层焊层数每 层焊道数电流种类极性保护气体流量(L/min)直径(mm)焊接速度(cm/min)电流强度(A)电弧电压(V) SA-09123直流负极 φ4
015---20 180380检 验 结 果 1
外观检验试样编号 层鉴定层鉴定2
(射线检验) UT 探伤试样