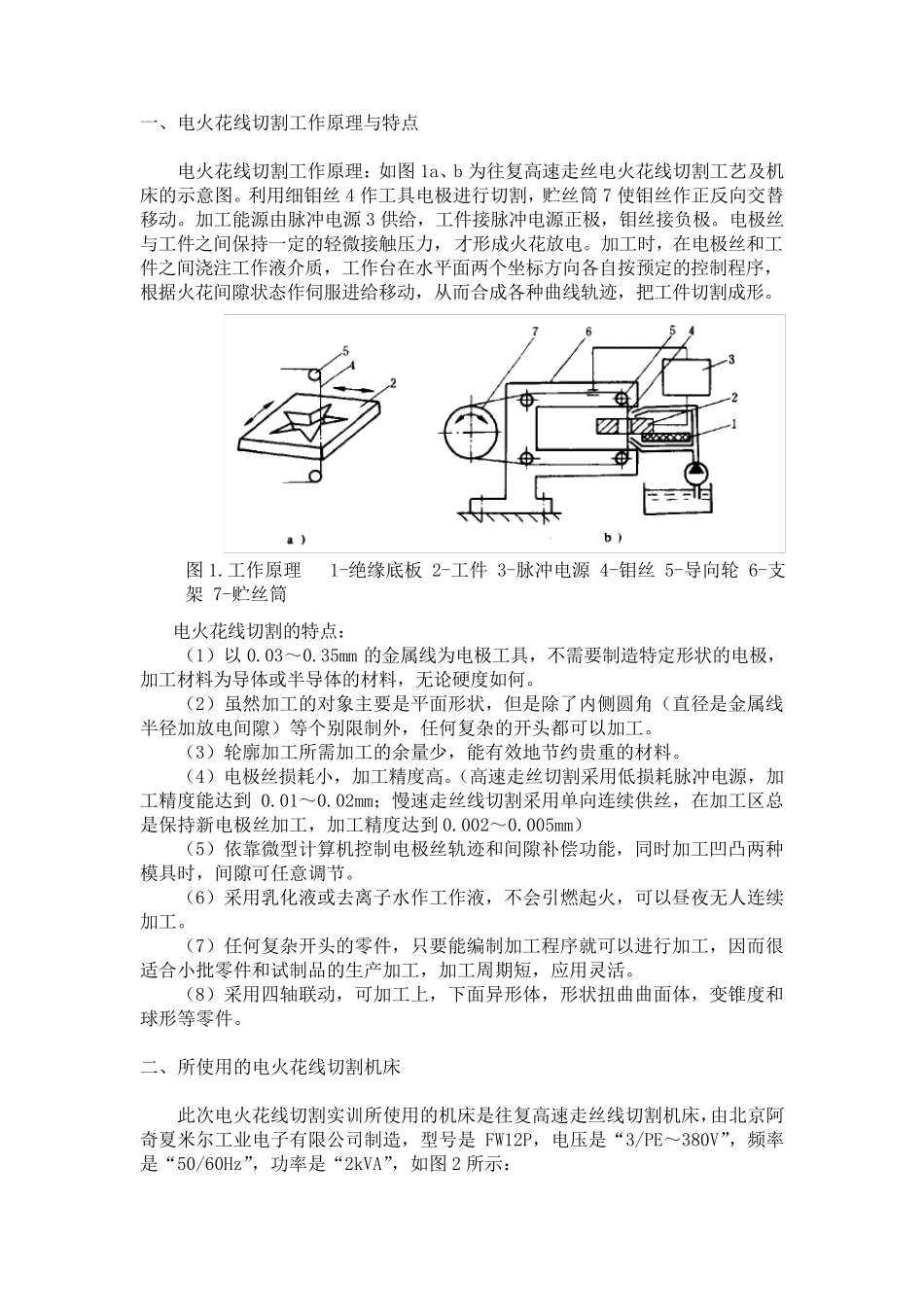
特种加工实训报告 院 系: 工 学 部 专 业: 机械工程及自动化 班 级: 11 机自 A 5 班 学 号: *********** * 名: ** 指导老师: *** 完成日期: 2014 年 12 月 13 日 一 、 电 火 花 线 切 割 工 作 原 理 与 特 点 电 火 花 线 切 割 工 作 原 理 : 如 图 1a、 b 为 往 复 高 速 走 丝 电 火 花 线 切 割 工 艺 及 机床 的 示 意 图
利 用 细 钼 丝 4 作 工 具 电 极 进 行 切 割 , 贮 丝 筒 7 使 钼 丝 作 正 反 向 交 替移 动
加 工 能 源 由 脉 冲 电 源 3 供 给 , 工 件 接 脉 冲 电 源 正 极 , 钼 丝 接 负 极
电 极 丝与 工 件 之 间 保 持 一 定 的 轻 微 接 触 压 力 , 才 形 成 火 花 放 电
加 工 时 , 在 电 极 丝 和 工件 之 间 浇 注 工 作 液 介 质 , 工 作 台 在 水 平 面 两 个 坐 标 方 向 各 自 按 预 定 的 控 制 程 序 ,根 据 火 花 间 隙 状 态 作 伺 服 进 给 移 动 , 从 而 合 成 各 种 曲 线 轨 迹 , 把 工 件 切 割 成 形
电 火 花 线 切 割 的 特 点 : ( 1) 以 0
35mm 的 金 属 线 为 电 极 工 具 , 不 需 要 制 造 特 定 形 状 的 电 极 ,加 工 材 料为 导体或半导体的 材 料, 无论硬度如 何
( 2) 虽然加 工 的 对象主要 是平 面 形 状 , 但是除了内侧圆角( 直径是金 属 线半径加 放 电 间 隙 ) 等个 别限制 外, 任何复 杂的 开头都可以 加 工
( 3) 轮廓加 工 所需 加 工 的 余量少, 能 有效地节约贵重的 材 料