教 学 过 程 (代号A—4) JW K—033 第二节 数控铣床、加工中心编程基础知识 一、 程序的结构与格式 每一种数控系统,根据系统本身的特点与编程的需要,都有一定的程序格式
对于不同的机床,其程序的格式也不同,因此,编程人员必须严格按照机床说明书的格式进行编程
但程序的常规格式却是相同的
FANUC 针对法那克系统 1、程序的组成 一个完整的程序由程序号、程序内容和程序结束三部分组成
(1)、程序号 每一个存储在零件存储器中的程序都需要指定一个程序号来加以区别,这种用于区别零件加工程序的代码称为程序号
FANUC 系统程序号的书写格式为 Oxxxx,O 为地址,其后为四位数字
O1234; O0001;省略为 O1; 教 学 过 程 (代号A—4) JW K—033 (2)、程序内容 程序内容是整个程序的核心,它由许多程序段组成,每个程序段由一个或多个指令构成,它表示数控机床的全部动作
在数控铣床与加工中心的程序中,子程序的调用也作为主程序内容的一部分,主程序中只完成换刀、调转速、工件定位等动作,其余加工动作都由子程序来完成
(3)、程序结束 程序结束通过M 代码来实现,它必须写在程序的最后
可以作为程序结束标记的 M 代码有 M02 和 M30,它们代表零件加工主程序的结束
为了保证程序段的正常执行,通常要求 M02(M30)也必须单独占一行
此外,子程序结束有专用的结束标记,FANUC 系统中用 M99来表示子程序结束后返回主程序
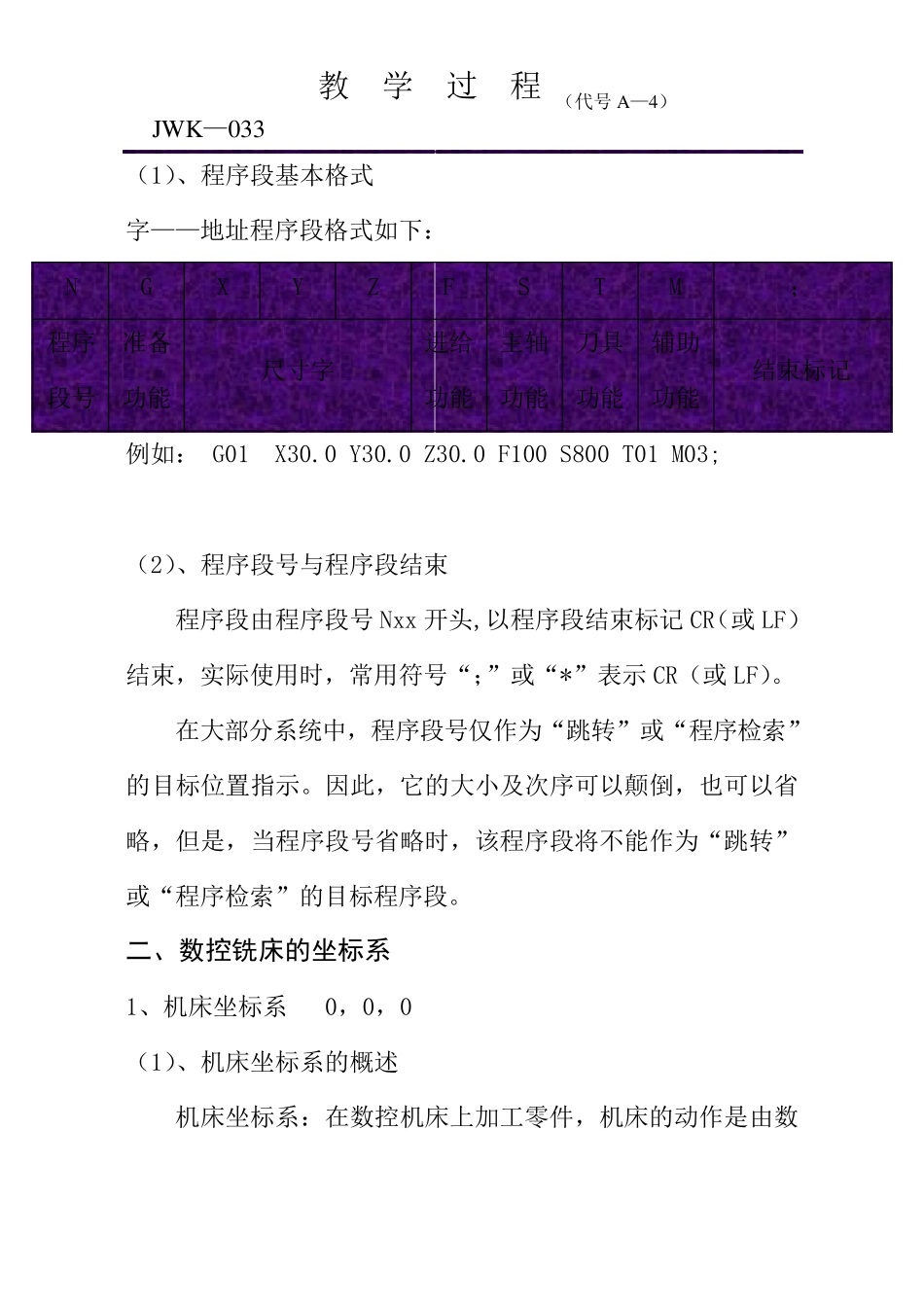
代码 M02 程序结束 代码 M30 程序结束并返回程序开始 2、程序段的组成 教 学 过 程 (代号A—4) JW K—033 (1)、程序段基本格式 字——地址程序段格式如下: N G X Y Z F S T M ; 程序段号 准备功能 尺寸字 进给功能 主轴功能 刀具功能 辅助功能 结束标记 例如: G01 X