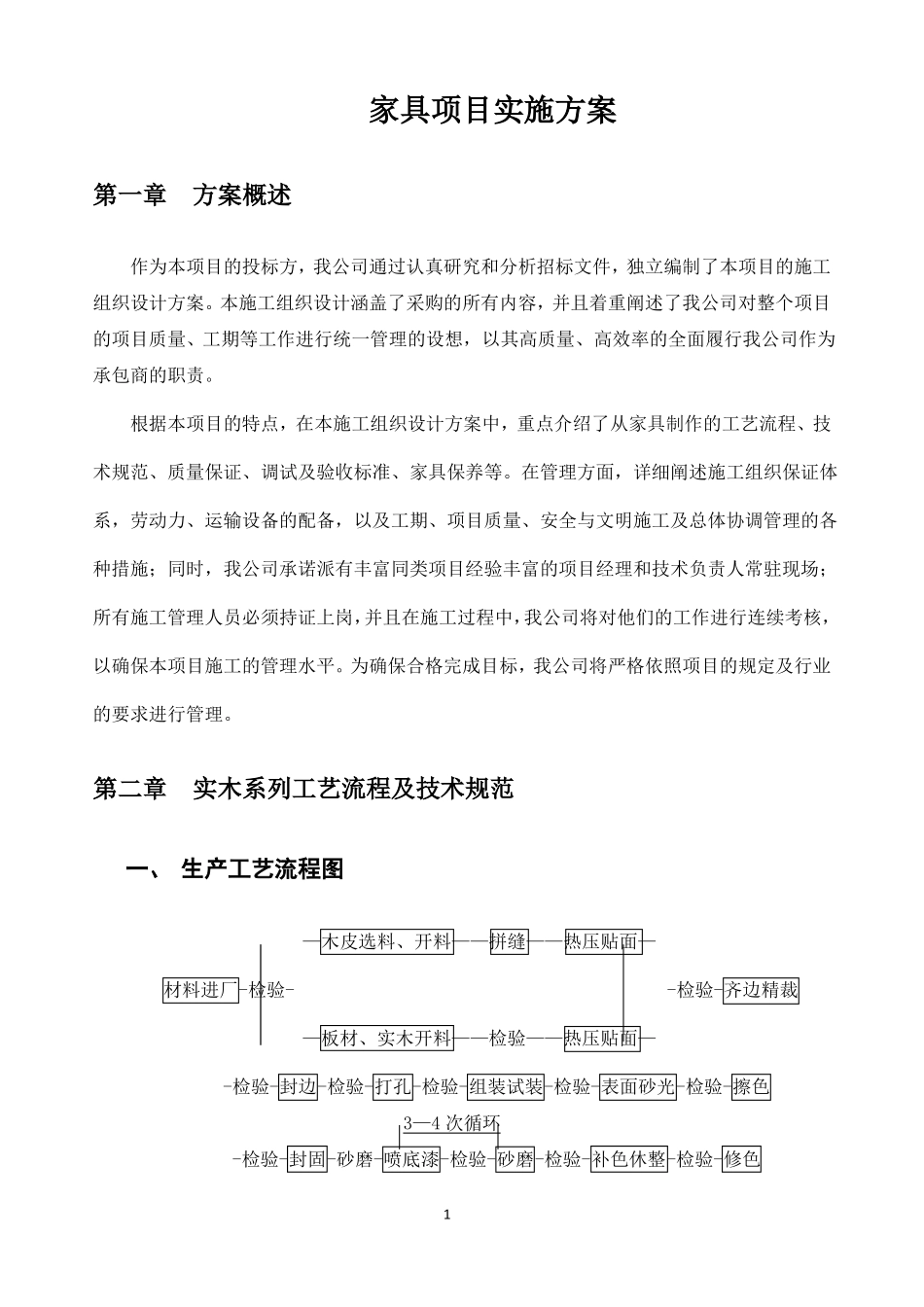
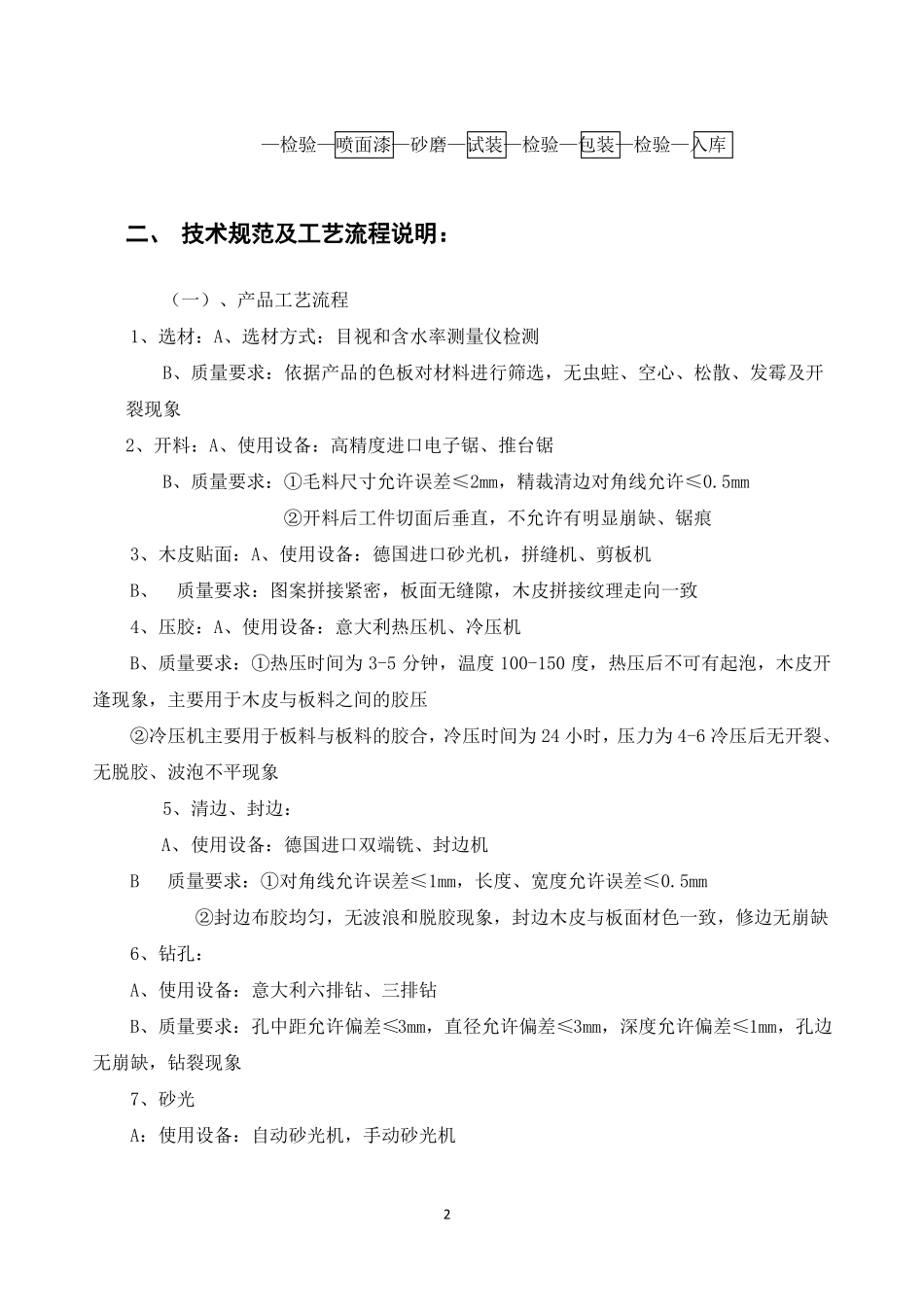
家具项目实施方案第一章方案概述作为本项目的投标方,我公司通过认真研究和分析招标文件,独立编制了本项目的施工组织设计方案。本施工组织设计涵盖了采购的所有内容,并且着重阐述了我公司对整个项目的项目质量、工期等工作进行统一管理的设想,以其高质量、高效率的全面履行我公司作为承包商的职责。根据本项目的特点,在本施工组织设计方案中,重点介绍了从家具制作的工艺流程、技术规范、质量保证、调试及验收标准、家具保养等。在管理方面,详细阐述施工组织保证体系,劳动力、运输设备的配备,以及工期、项目质量、安全与文明施工及总体协调管理的各种措施;同时,我公司承诺派有丰富同类项目经验丰富的项目经理和技术负责人常驻现场;所有施工管理人员必须持证上岗,并且在施工过程中,我公司将对他们的工作进行连续考核,以确保本项目施工的管理水平。为确保合格完成目标,我公司将严格依照项目的规定及行业的要求进行管理。第二章实木系列工艺流程及技术规范一、 生产工艺流程图—木皮选料、开料——拼缝——热压贴面—材料进厂-检验- -检验-齐边精裁—板材、实木开料——检验——热压贴面—-检验-封边-检验-打孔-检验-组装试装-检验-表面砂光-检验-擦色3—4 次循环-检验-封固-砂磨-喷底漆-检验-砂磨-检验-补色休整-检验-修色1—检验—喷面漆—砂磨—试装—检验—包装—检验—入库二、 技术规范及工艺流程说明:(一)、产品工艺流程1、选材:A、选材方式:目视和含水率测量仪检测B、质量要求:依据产品的色板对材料进行筛选,无虫蛀、空心、松散、发霉及开裂现象2、开料:A、使用设备:高精度进口电子锯、推台锯B、质量要求:①毛料尺寸允许误差≤2mm,精裁清边对角线允许≤0.5mm②开料后工件切面后垂直,不允许有明显崩缺、锯痕3、木皮贴面:A、使用设备:德国进口砂光机,拼缝机、剪板机B、质量要求:图案拼接紧密,板面无缝隙,木皮拼接纹理走向一致4、压胶:A、使用设备:意大利热压机、冷压机B、质量要求:①热压时间为 3-5 分钟,温度 100-150 度,热压后不可有起泡,木皮开逢现象,主要用于木皮与板料之间的胶压②冷压机主要用于板料与板料的胶合,冷压时间为 24 小时,压力为 4-6 冷压后无开裂、无脱胶、波泡不平现象5、清边、封边:A、使用设备:德国进口双端铣、封边机B质量要求:①对角线允许误差≤1mm,长度、宽度允许误差≤0.5mm②封边布胶均匀,无波浪和脱胶现象,封边木皮与板面材色一致,修边无崩缺6、钻孔...