技术交底工程名称南山轻合金热轧工程热轧分厂图纸编号交底部位变压器安装日期交底内容:1
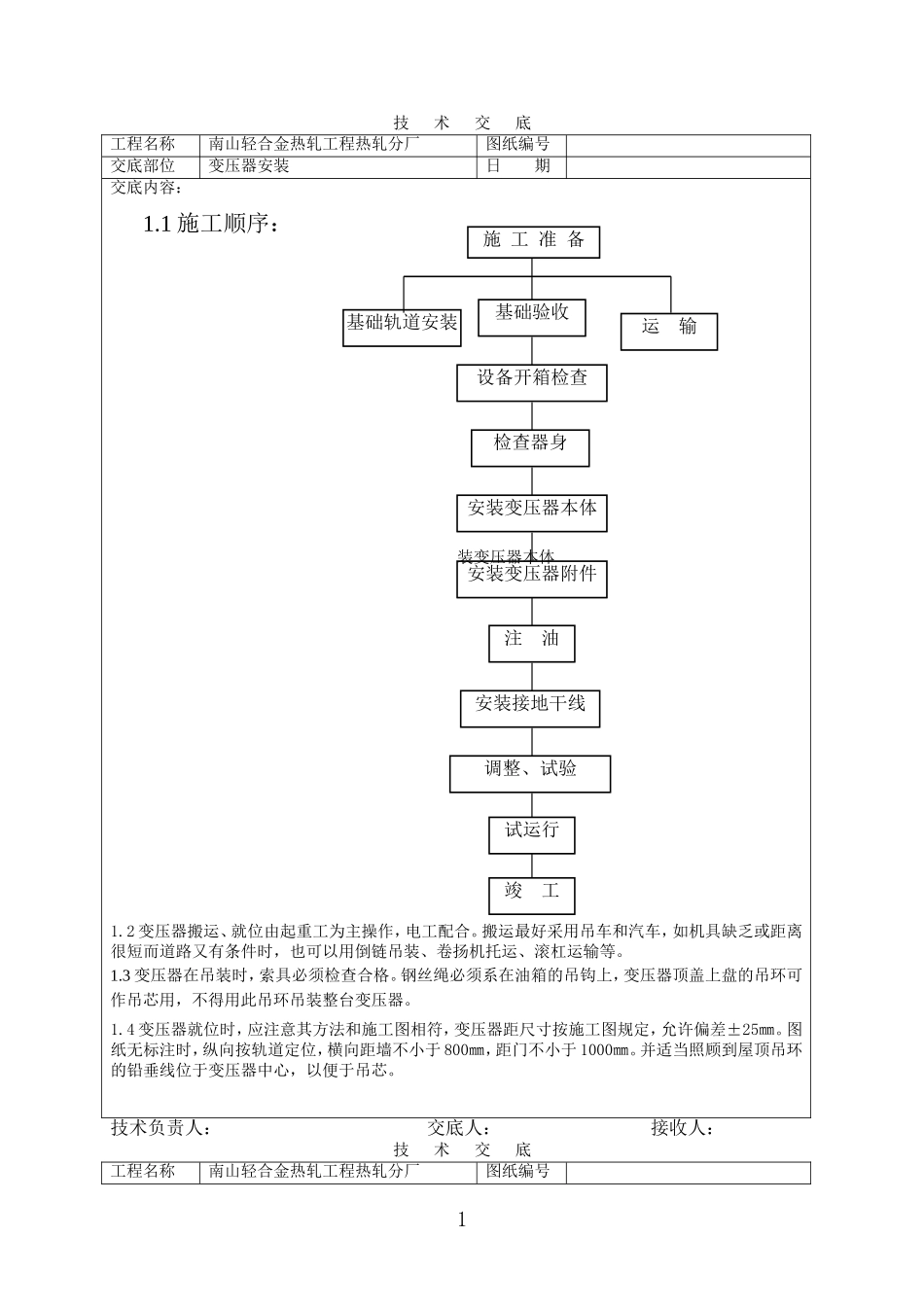
1施工顺序:1
2变压器搬运、就位由起重工为主操作,电工配合
搬运最好采用吊车和汽车,如机具缺乏或距离很短而道路又有条件时,也可以用倒链吊装、卷扬机托运、滚杠运输等
3变压器在吊装时,索具必须检查合格
钢丝绳必须系在油箱的吊钩上,变压器顶盖上盘的吊环可作吊芯用,不得用此吊环吊装整台变压器
4变压器就位时,应注意其方法和施工图相符,变压器距尺寸按施工图规定,允许偏差±25㎜
图纸无标注时,纵向按轨道定位,横向距墙不小于800㎜,距门不小于1000㎜
并适当照顾到屋顶吊环的铅垂线位于变压器中心,以便于吊芯
技术负责人:交底人:接收人:技术交底工程名称南山轻合金热轧工程热轧分厂图纸编号1施工准备基础轨道安装基础验收运输设备开箱检查检查器身安装变压器本体装变压器本体安装变压器附件注油安装接地干线调整、试验试运行竣工交底部位变压器安装日期交底内容:1
5变压器本体安装要点:a)在变压器室门前安装临时平台,临时平台应高出变压器基础,其高度应保证变压器的倾斜角度不大于15度
b)利用吊车将变压器吊卸在临时平台上,进一步检查每一个环节,确保无误
临时平台基础要夯实、坚固,不能下沉
c)核对变压器的方向,按设计要求安装一般油枕朝外,以便于观察油标及油温指示
d)起吊变压器吊索夹角不得大于60度
e)利用钢丝绳、导链等辅助工具拖运变压器至安装位置,拖动变压器时应平稳不得倾斜,不得偏离轨道
变压器不进变压器平台内,吊车钢丝绳不能摘除,防止意外
6变压器抽芯检查:1)抽芯检查前首先做出特措及吊芯方案
大型变压器到达现场后,应进行器身检查,器身检查分为吊罩或吊器身,或者直接进入油箱内进行
当满足下列条件之一时可不进行器身检查:a、制造厂规定可不进行器身检查者
b、容量在1000KVA以下,运输过程中无异