目目录录序号名称编号页码——封面——————目录————01关键元器件及材料进货检验要求05
01-201201-0202产品装配过程检验要求05
02-201203-0303产品出厂检验要求05
03-201204-04发放编号使用部门使用者检验文件05
01-2012版本2012A标题:关键元器件及材料进货检验要求修订次(0)1:目的对本公司变压器产品所需的关键元器件、材料进货检验要求作出规定
2:范围适用于本公司生产变压器关键元器件、零部件、材料的进货检验作业过程
3:检验要求与频次检验人员根据生产部或仓库管理员的口头通知,按批次并依据关键元器件、零部件、材料的检验要求进行检验,并形成记录
关键元器件及材料检验项目及要求序号零部件/材料名称检验项目检验要求检验方案1分接开关外观检查产品外观完整、无破损及机械损伤,操作灵活无卡滞现象
低于10件全检,超出10件按10件进行检验合格证检查验证产品是否有完整的合格证明
规格型号规格型号是否与采购要求一致
2钢板外观检查产品表面应光洁、平整、无明显锈蚀、麻点、划痕等缺陷
低于10件全检,超出10件按10件进行检验合格证检查验证产品是否有完整的合格证明
规格型号规格型号是否与采购要求一致
3变压器铁芯外观检查1,铁心片叠装整齐,无卷尖、拼接、破损及锈蚀,并保证漆膜完好2,铁心装配上的拉紧杆、夹紧杆表面需镀锌处理,不允许有锈蚀和弯折现象,要保证其长度符合要求以及与之相应的防松螺母应配备齐全
3,铁心芯柱应采用玻璃丝布带绑扎、刷漆,并应保证工艺卫生低于10件全检,超出10件按10件进行检验合格证检查验证产品是否有完整的合格证明
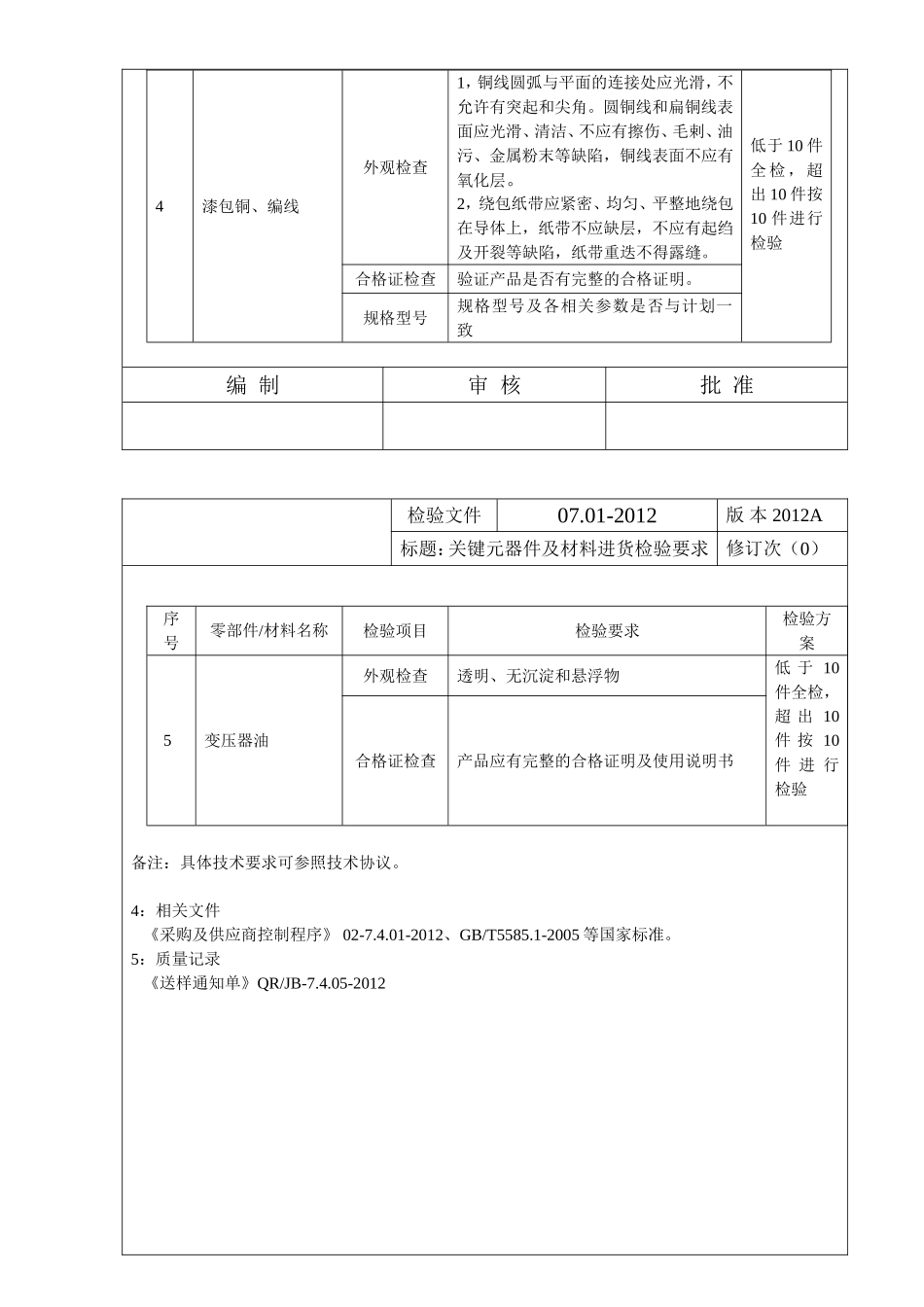
4漆包铜、编线外观检查1,铜线圆弧与平面的连接处应光滑,不允许有突起和尖角
圆铜线和扁铜线表面应光滑、清洁、不应有擦伤、毛剌、油污、金属粉末等缺陷,铜线表面不应有氧化层
2,绕包纸带应紧密、均匀、平整地绕包在