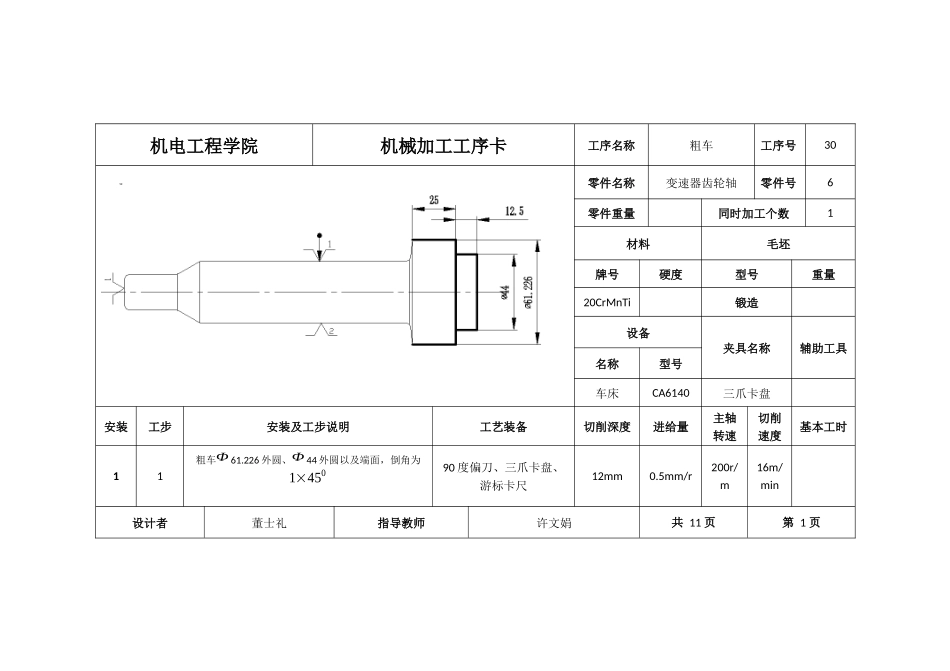
机电工程学院机械加工工序卡工序名称粗车工序号30零件名称变速器齿轮轴零件号6零件重量同时加工个数1材料毛坯牌号硬度型号重量20CrMnTi锻造设备夹具名称辅助工具名称型号车床CA6140三爪卡盘安装工步安装及工步说明工艺装备切削深度进给量主轴转速切削速度基本工时11粗车Φ61
226外圆、Φ44外圆以及端面,倒角为1×45090度偏刀、三爪卡盘、游标卡尺12mm0
5mm/r200r/m16m/min设计者董士礼指导教师许文娟共11页第1页机电工程学院机械加工工序卡工序名称粗车工序号40零件名称变速器齿轮轴零件号6零件重量同时加工个数1材料毛坯牌号硬度型号重量20CrMnTi锻造设备夹具名称辅助工具名称型号车床CA6140三爪卡盘安装工步安装及工步说明工艺装备切削深度进给量主轴转速切削速度基本工时11粗车左端Φ40外圆、Φ30外圆、Φ26外圆、Φ15外圆以及端面,倒角为1×45090度偏刀、三爪卡盘、游标卡尺10mm0
5mm/r600r/m29
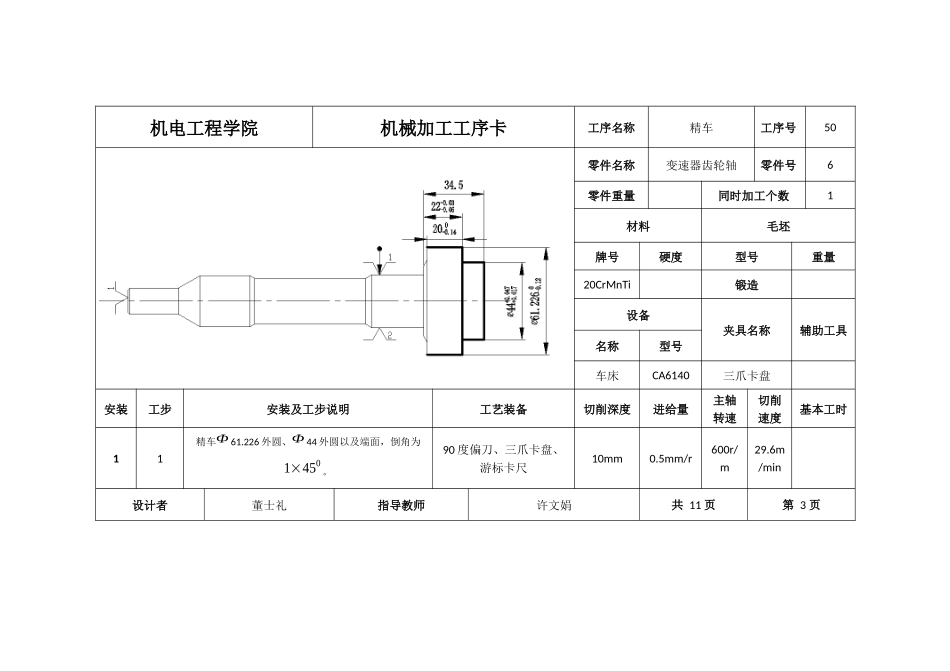
6m/min设计者董士礼指导教师许文娟共11页第2页机电工程学院机械加工工序卡工序名称精车工序号50零件名称变速器齿轮轴零件号6零件重量同时加工个数1材料毛坯牌号硬度型号重量20CrMnTi锻造设备夹具名称辅助工具名称型号车床CA6140三爪卡盘安装工步安装及工步说明工艺装备切削深度进给量主轴转速切削速度基本工时11精车Φ61
226外圆、Φ44外圆以及端面,倒角为1×450
90度偏刀、三爪卡盘、游标卡尺10mm0
5mm/r600r/m29
6m/min设计者董士礼指导教师许文娟共11页第3页机电工程学院机械加工工序卡工序名称精车工序号60零件名称变速器齿轮轴零件号6零件重量同时加工个数1材料毛坯牌号硬度型号重量20CrMnTi锻造设备夹具名称辅助工具名称型号车床CA6140三爪卡盘安装工步安装及工步说明工艺装备切削深度进给量