第二节 常用的铸造方法 (五)离心铸造 离心铸造是将金属液浇入绕水平、倾斜或立轴旋转的铸型,在离心力的作用下凝固的铸造方法
铸件的轴线与旋转铸型的轴线重合
铸型可用金属型、砂型、陶瓷型、熔模壳型等
1 .离心铸造机 离心铸造机是离心铸造所用的设备,按其旋转轴空间位置的不同分为立式、卧式二种
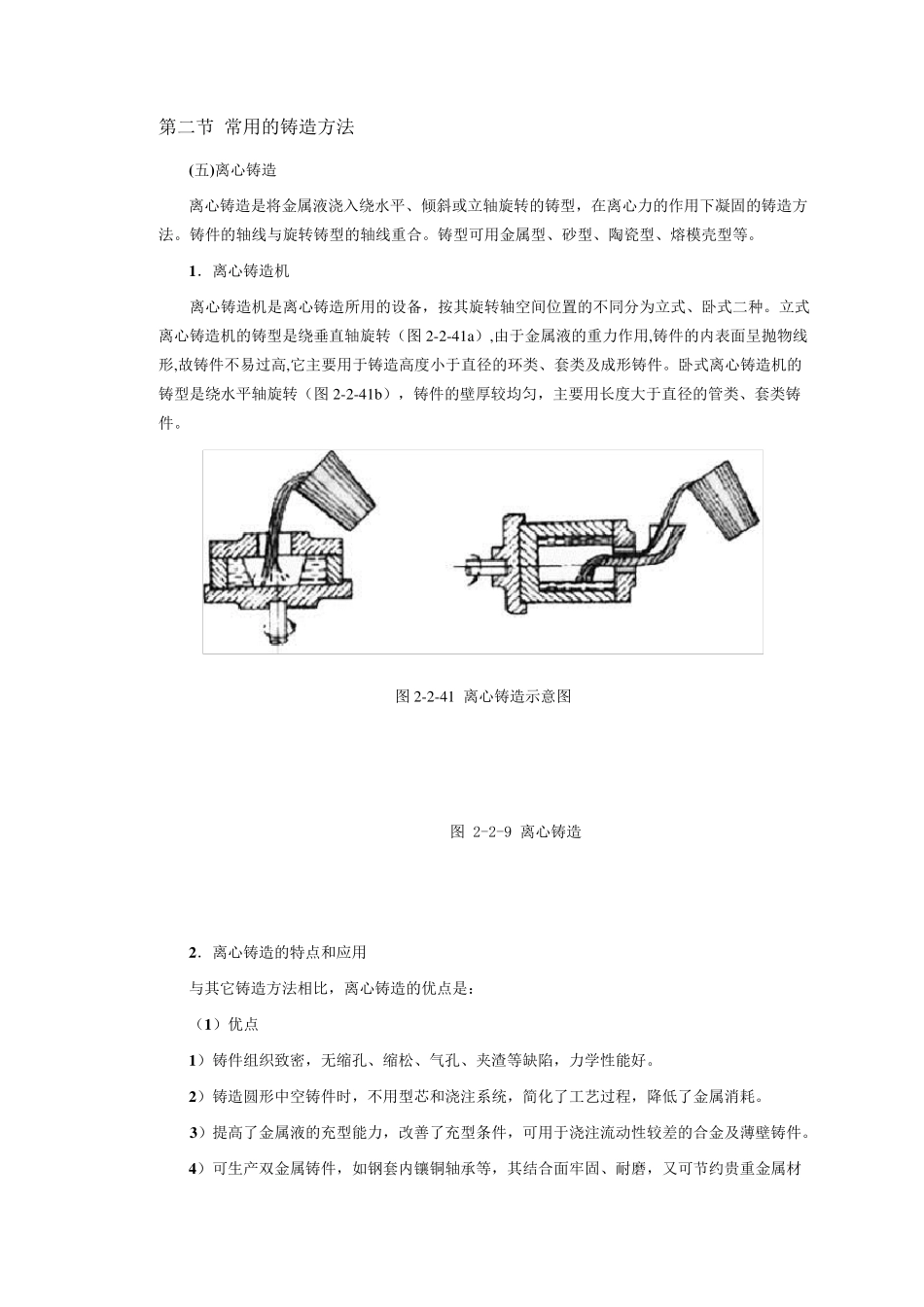
立式离心铸造机的铸型是绕垂直轴旋转(图 2-2-41a),由于金属液的重力作用,铸件的内表面呈抛物线形,故铸件不易过高,它主要用于铸造高度小于直径的环类、套类及成形铸件
卧式离心铸造机的铸型是绕水平轴旋转(图 2-2-41b),铸件的壁厚较均匀,主要用长度大于直径的管类、套类铸件
图 2-2-41 离心铸造示意图 图 2-2-9 离心铸造 2 .离心铸造的特点和应用 与其它铸造方法相比,离心铸造的优点是: (1 )优点 1 )铸件组织致密,无缩孔、缩松、气孔、夹渣等缺陷,力学性能好
2 )铸造圆形中空铸件时,不用型芯和浇注系统,简化了工艺过程,降低了金属消耗
3 )提高了金属液的充型能力,改善了充型条件,可用于浇注流动性较差的合金及薄 壁铸件
4 )可生 产 双 金属铸件,如 钢 套内镶 铜 轴承 等,其结 合面牢 固、耐 磨 ,又 可节约 贵 重金属材 料
5) 离 心 铸 造 适 应 性 较 广 , 铸 造 合 金 的 种 类 几 乎 不 受 限 制
既 合 适 于 铸 造 中 空 件 , 又 可 以 铸造 成 形 铸 件
中 空 铸 件 的 内 径 通 常 为 8~ 3000mm; 铸 件 长 度 可 达 8000mm; 质 量 可 由 几 克 至 十 几吨
但 离 心 铸 造 不 宜 生 产 易 偏 析 的 合 金 ( 如 铅 青 铜 等 ) , 铸 件 内 表 面 较 粗 糙 , 尺 寸 不 易 控 制
( 2) 应 用 离 心 铸 造 主 要 用