无溶剂复合工艺常见问题集锦近年来,无溶剂复合工艺因具有突出的节能、高效、低成本等优势而备受软包装企业的青睐,越来越多的软包装企业开始尝试采用无溶剂复合工艺
但是,软包装企业在应用无溶剂复合工艺过程中,难免会遇到这样或那样的问题,甚至影响企业的正常生产
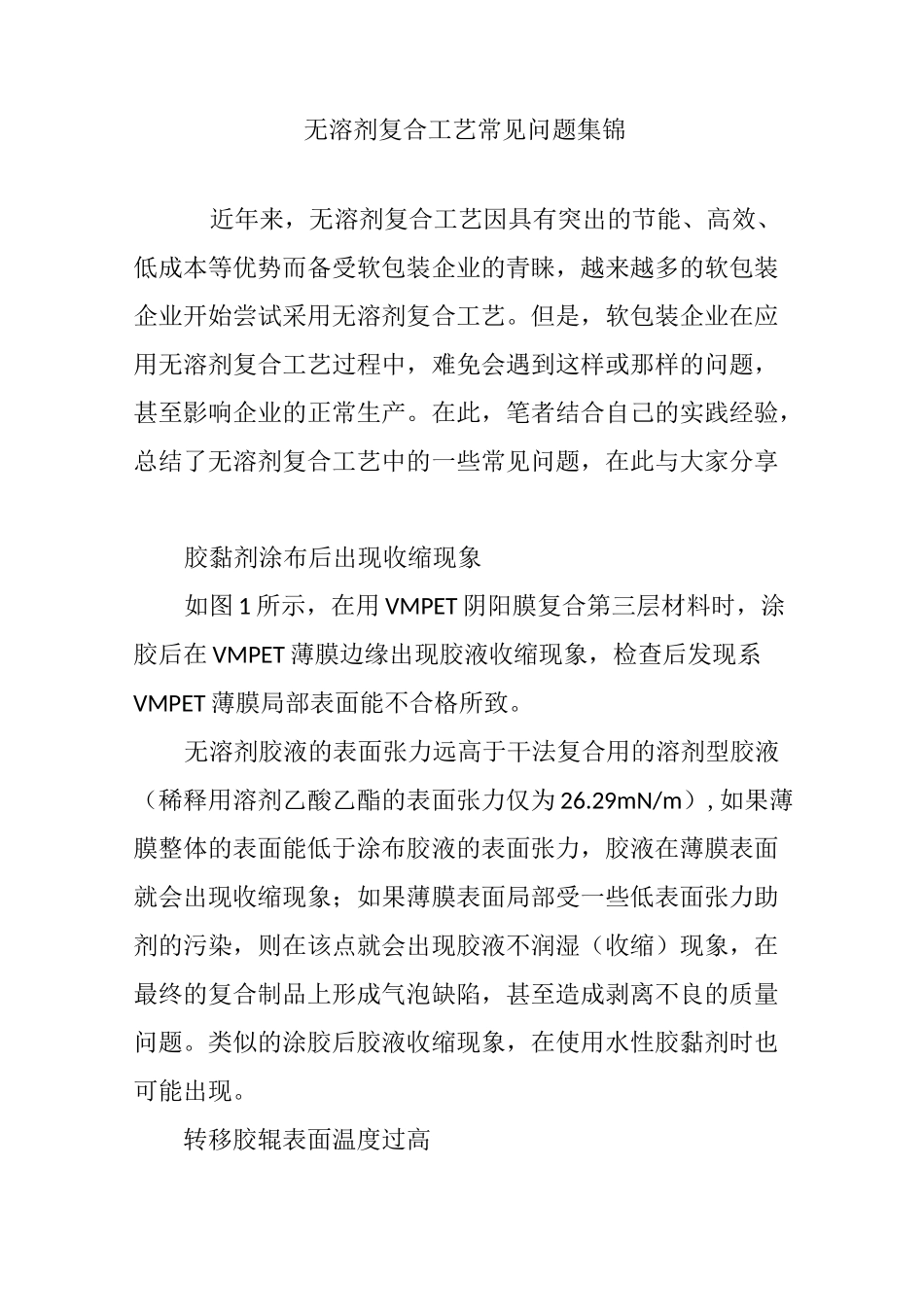
在此,笔者结合自己的实践经验,总结了无溶剂复合工艺中的一些常见问题,在此与大家分享胶黏剂涂布后出现收缩现象如图 1 所示,在用 VMPET 阴阳膜复合第三层材料时,涂胶后在 VMPET 薄膜边缘出现胶液收缩现象,检查后发现系VMPET 薄膜局部表面能不合格所致
无溶剂胶液的表面张力远高于干法复合用的溶剂型胶液(稀释用溶剂乙酸乙酯的表面张力仅为 26
29mN/m),如果薄膜整体的表面能低于涂布胶液的表面张力,胶液在薄膜表面就会出现收缩现象;如果薄膜表面局部受一些低表面张力助剂的污染,则在该点就会出现胶液不润湿(收缩)现象,在最终的复合制品上形成气泡缺陷,甚至造成剥离不良的质量问题
类似的涂胶后胶液收缩现象,在使用水性胶黏剂时也可能出现
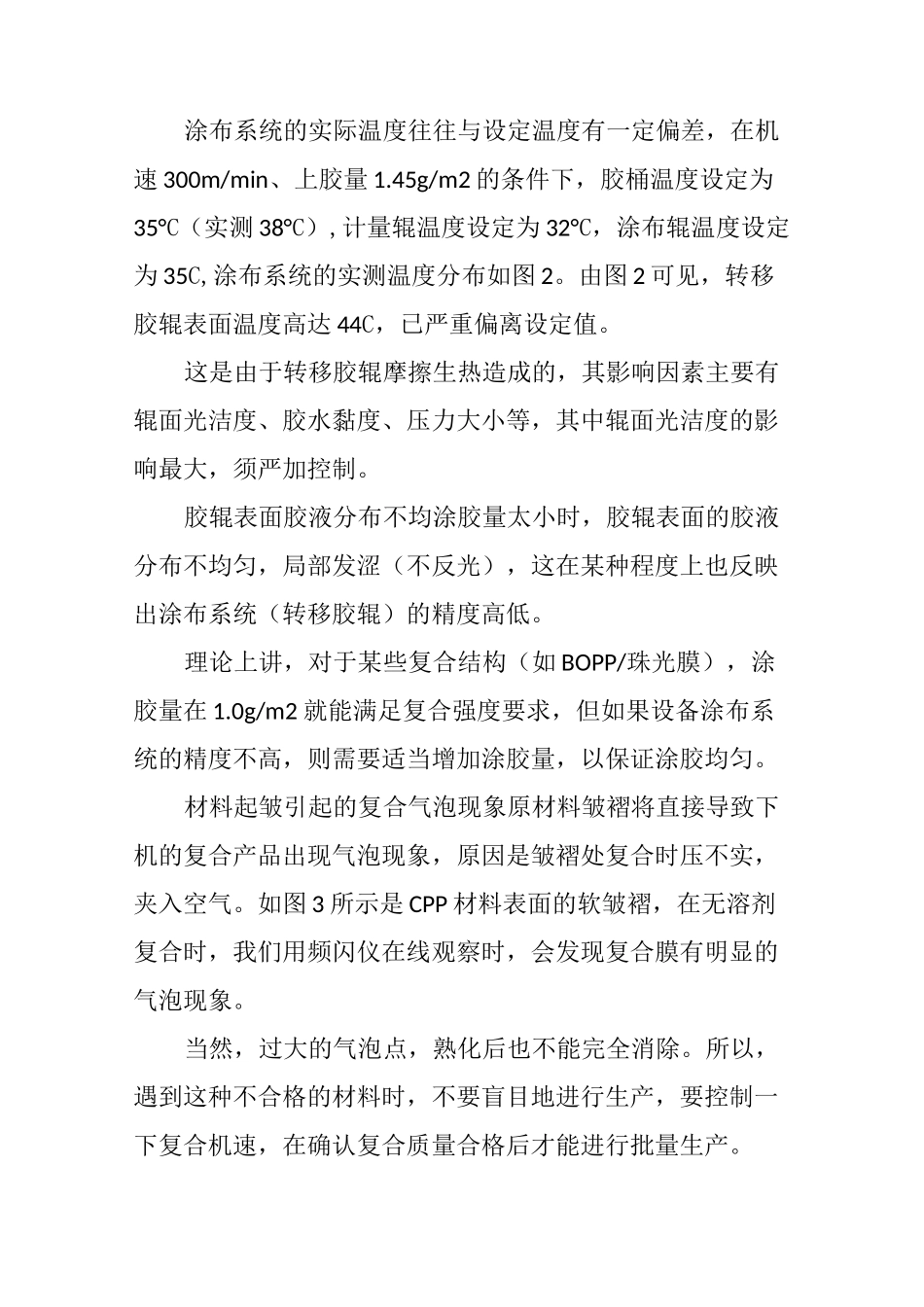
转移胶辊表面温度过高涂布系统的实际温度往往与设定温度有一定偏差,在机速 300m/min、上胶量 1
45g/m2 的条件下,胶桶温度设定为35°C(实测 38°C),计量辊温度设定为 32°C,涂布辊温度设定为 35C,涂布系统的实测温度分布如图 2
由图 2 可见,转移胶辊表面温度高达 44C,已严重偏离设定值
这是由于转移胶辊摩擦生热造成的,其影响因素主要有辊面光洁度、胶水黏度、压力大小等,其中辊面光洁度的影响最大,须严加控制
胶辊表面胶液分布不均涂胶量太小时,胶辊表面的胶液分布不均匀,局部发涩(不反光),这在某种程度上也反映出涂布系统(转移胶辊)的精度高低
理论上讲,对于某些复合结构(如 BOPP/珠光膜),涂胶量在 1
0g/m2 就能满足复合强度要求,但如果设备涂布系统的精度不高,则