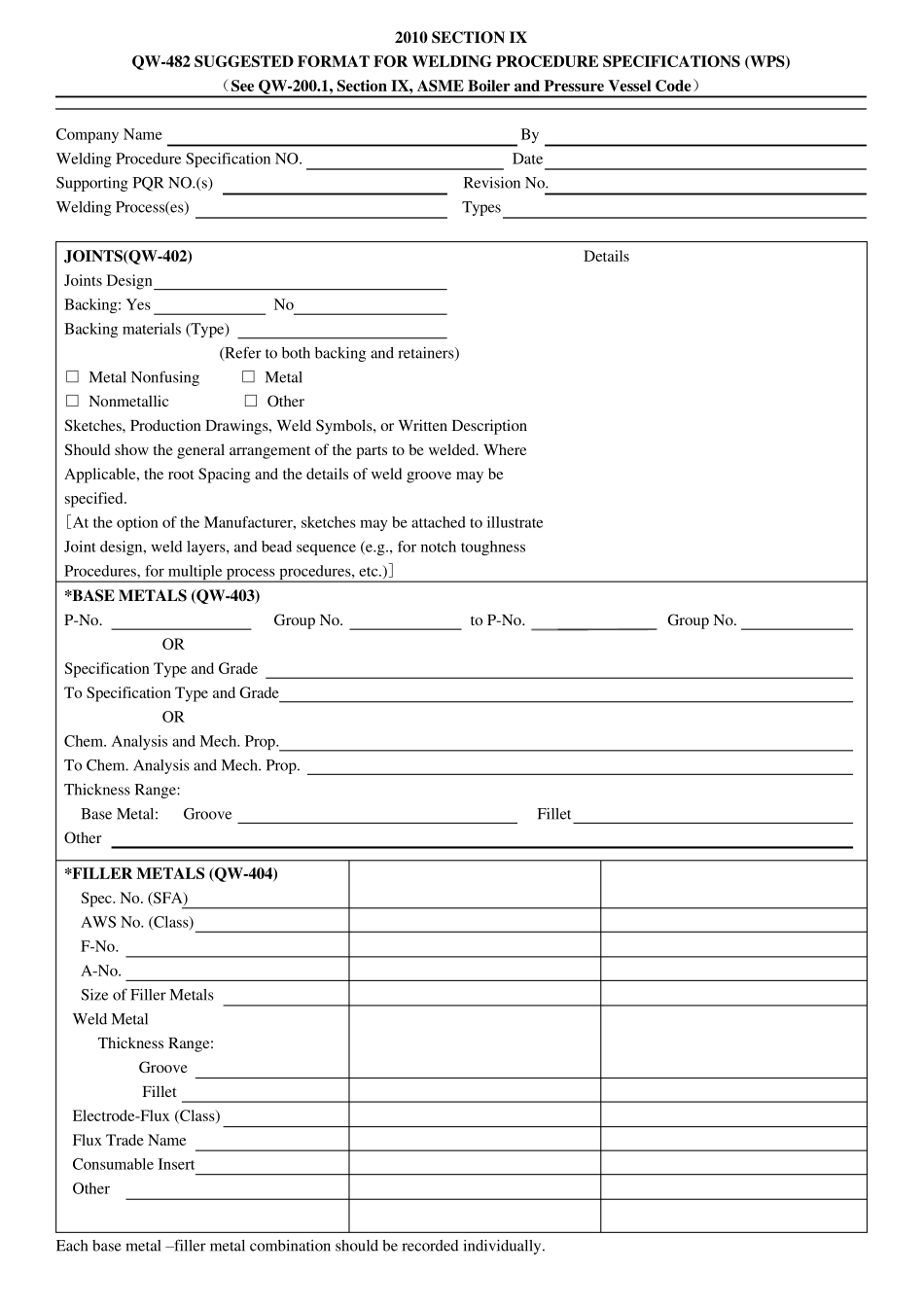
2010 SECTION IX QW-482 SUGGESTED FORMAT FOR WELDING PROCEDURE SPECIFICATIONS (WPS) (See QW-200
1, Section IX, ASME Boiler and Pressu re Vessel Code) Company Name By Welding Procedure Specification NO
Date Supporting PQR NO
(s) Revision No
Welding Process(es) Types JOINTS(QW-402) Details Joints Design Backing: Yes No Backing materials (Type) (Refer to both backing and retainers) □ Metal Nonfusing □ Metal □ Nonmetallic □ Other Sketches, Production Drawings, Weld Symbols, or Written Description Should show the general arrangement of the parts to be welded
Where Applicable, the root Spacing and the details of weld groove may be specified
[At the option of the Manufacturer, sketches may be attached to illustrate Joint design, weld layers, and bead sequence (e
, for notch toughness Procedu