1 CW 6163B 系列普通机床安装水平调整方法 一、 根据机床的规格,按照说明书,打好地基,把楔铁放置在要求的位置 二、 把机床吊离地面,先将地脚螺钉上在机床的地脚孔上,然后与地基孔一一对应,把机床搁置在调节楔铁上,通过楔铁粗调床身水平
三、 粗调水平:用三点调整法,即用水平仪,分别在机床导轨的两端和中间位置,初步测量和调整导轨横向和纵向的水平状态
要求全长水平在5 格之内,即0
先调整横向水平,再调整纵向水平
1 调整方法: 1、将水平仪平稳的放在导轨平面上距离主轴最近的位置,水平仪的方向与导轨长度方向成90°
调整水平仪中的水泡位置,尽量使其在中间的位置如图 1,待其平稳后,记录下水泡一端的位置,此位置为水平仪的零点
图 1 2、将水平仪放在导轨的中间位置,待水泡静止后,记录水泡位置
水泡向哪边移动,说明哪边导轨平面高:远离哪边就说明哪边低
则在高的那边向外调节楔铁,同时在低的那边向内调节楔铁
使水泡回到(或接近)零点的位置
3、将水平仪放在导轨尾部位置,同步骤2 的操作,使水泡在(或接近)零点位置
往复步骤1~3,通过调节楔铁,控制水泡在三个位置的移动范围在5 格之内
4、纵向水平的调整和横向水平的调整原理是一样的,但水平仪的方向要和导轨长度方向一致,然后确定哪端高或哪段低时,要同时拧紧横向方向上的螺母或调节楔铁
直到水泡在导轨两端和中间三给位置的的移动范围在5 各 之内为止
2 此时粗调水平结束
粗调水平以后,将螺帽调整到有上下调整量的状态,然后用混凝土将地脚螺钉固定在地基孔内,待充分干涸后精调机床水平
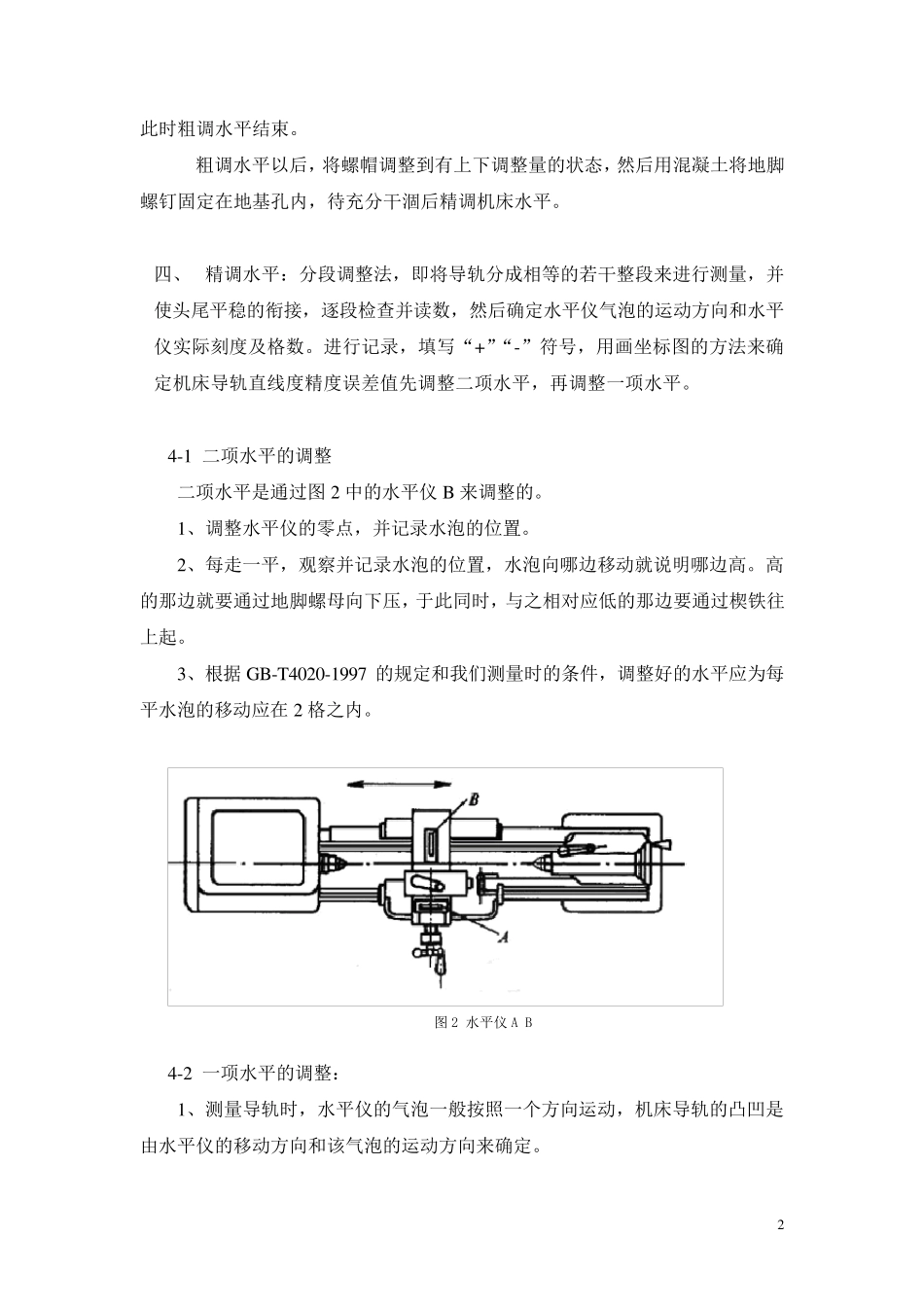
四、 精调水平:分段调整法,即将导轨分成相等的若干整段来进行测量,并使头尾平稳的衔接,逐段检查并读数,然后确定水平仪气泡的运动方向和水平仪实际刻度及格数
进行记录,填写“+”“-”符号,用画坐标图的方法来确定机床导轨直线度精度误差值