FANUC 0i-MB 加工中心增加第四轴实例 通过实例介绍了 FANUC 0i-MB 加工中心增加第四轴的方法
胜赛思一嵘泰(扬州)精密压铸有限公司目前使用 3 轴加工中心,一套夹具只能一面加工工件,操作人员频繁更换夹具,影响工件定位精度,而且随着企业发展,加工产品不断更新,对机床要求日益提高
为此决定添加第四轴(旋转工作台),提高机床加工能力和产品加工精度
1.准备工作 添加工作台之前,应确认加工中心是否有第四轴控制功能以及选择相关的硬件
(1)加工中心使用 FANUC 0i-MODEL B 系统,该系统可同时控制 4 个轴,再调出相关 PLC 程序,发现 R637
3 和 G100
3 均是控制第四轴的信号,见图1,PLC 程序也支持第四轴控制
(2)目前 3 轴(X、Y、Z)使用 R 系列伺服放大器,因此第四轴亦必须选择 β 系列
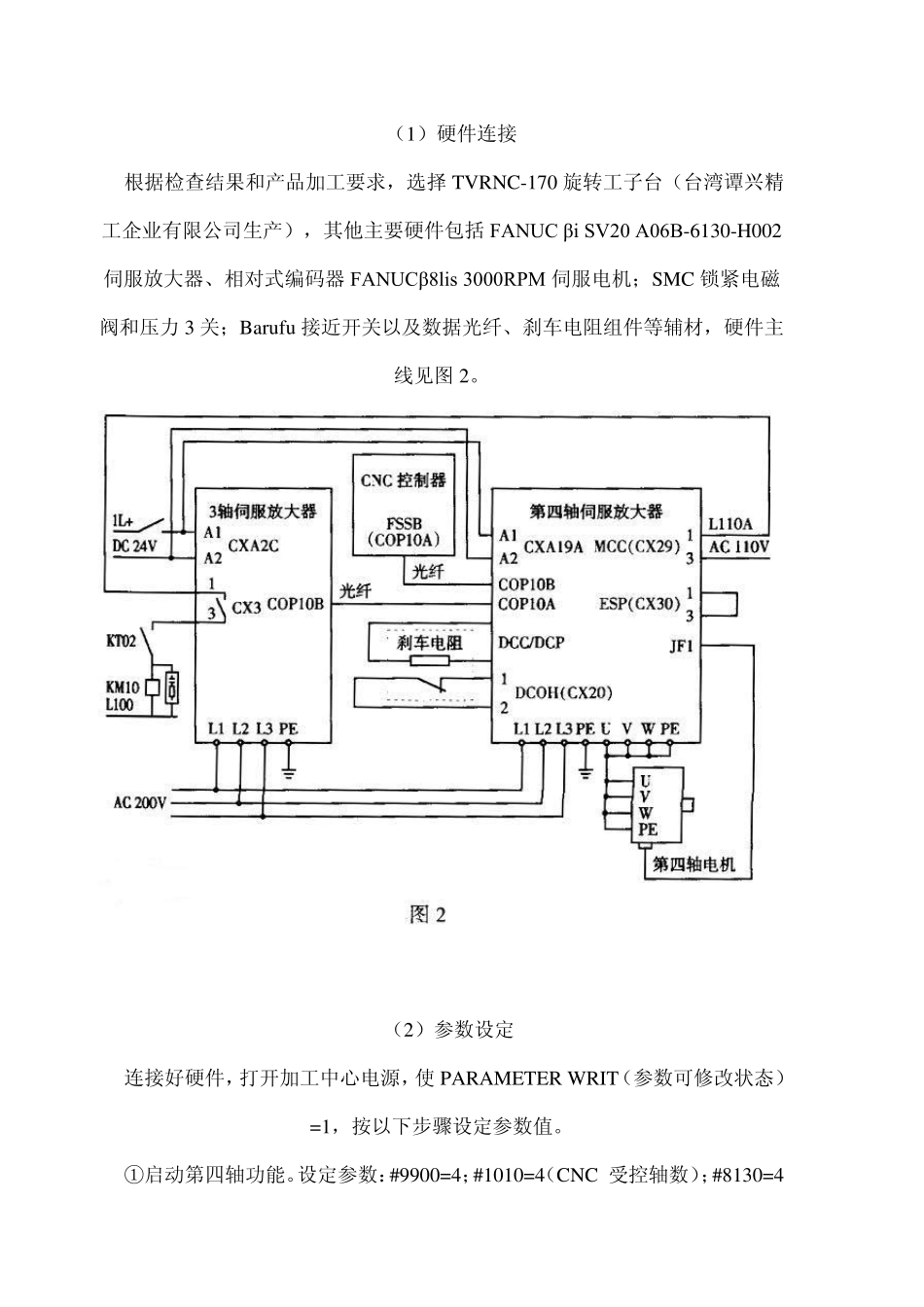
2.安装 (1)硬件连接 根据检查结果和产品加工要求,选择TVRNC-170 旋转工子台(台湾谭兴精工企业有限公司生产),其他主要硬件包括FANUC βi SV20 A06B-6130-H002伺服放大器、相对式编码器FANUCβ8lis 3000RPM 伺服电机;SMC 锁紧电磁阀和压力3 关;Baru fu 接近开关以及数据光纤、刹车电阻组件等辅材,硬件主线见图2
(2)参数设定 连接好硬件,打开加工中心电源,使PARAMETER WRIT(参数可修改状态)=1,按以下步骤设定参数值
①启动第四轴功能
设定参数:#9900=4;#1010=4(CNC 受控轴数);#8130=4(总控制轴数);#9943
3=1(控制轴扩张),重新启动电源
②其他参数设定见下表
表 OFSSB(FANUC 串行伺服总线,用光纤连接一台主控机和多台从控机,NC与伺服放大器通过高速串行总线实现通信的技术)设定
第 1 步:1920