第 4章 压力加工 4
1 概 述 4
1 锻压的概念 锻压是在外力作用下使金属材料产生塑性变形,从而获得具有一定形状和尺寸的毛坯或零件的加工方法
锻压是锻造和冲压的总称,它们是属于压力加工的一部分
锻造又可分为自由锻和模锻两种方式
自由锻还可分为手工自由锻和机器自由锻两种
用于锻压的材料应具有良好的塑性和较小的变形抗力
以便锻压时产生较大的塑性变形而不致被破坏
在常用的金属材料中,锻造用的材料有低碳钢、中碳钢、低合金钢、纯金属以及具有良好塑性的铝、铜等有色金属,受力大或有特殊性能要求的重要合金钢零件;冲压多采用低碳钢等薄板材料
铸铁无论是在常温或加热状态下,其塑性都很差,不能锻压
在生产中,不同成分的钢材应分别存放,以防用错
在锻压车间里,常用火花鉴别法来确定钢的大致成分
锻造生产的工艺过程为:下料—加热—锻造—热处理—检验
在锻造中、小型锻件时,常以经过轧制的圆钢或方钢为原材料,用锯床、剪床或其它切割方法将原材料切成一定长度,送至加热炉中加热到一定温度后,在锻锤或压力机上进行锻造
塑性好、尺寸小的锻件,锻后可堆放在干燥的地面冷却;塑性差、尺寸大的锻件、应在灰砂或一定温度的炉子中缓慢冷却,以防变形或裂纹
多数锻件锻后要进行退火或正火热处理,以消除锻件中的内应力和改善金属基体组织
热处理后的锻件,有的要进行清理,去除表面油垢及氧化皮,以便检查表面缺陷
锻件毛坯经质量检查合格后再进行机械加工
冲压多以薄板金属材料为原材料,经下料冲压制成所需要的冲压件
冲压件具有强度高、刚性大,结构轻等优点
在汽车、拖拉机、航空、仪表以及日用品等工业的生产中占有极为重要的地位
2 锻造对零件力学性能的影响 经过锻造加工后的金属材料,其内部原有的缺陷(如裂纹,疏松等)在锻造力的作用下可被压合,且形成细小晶粒
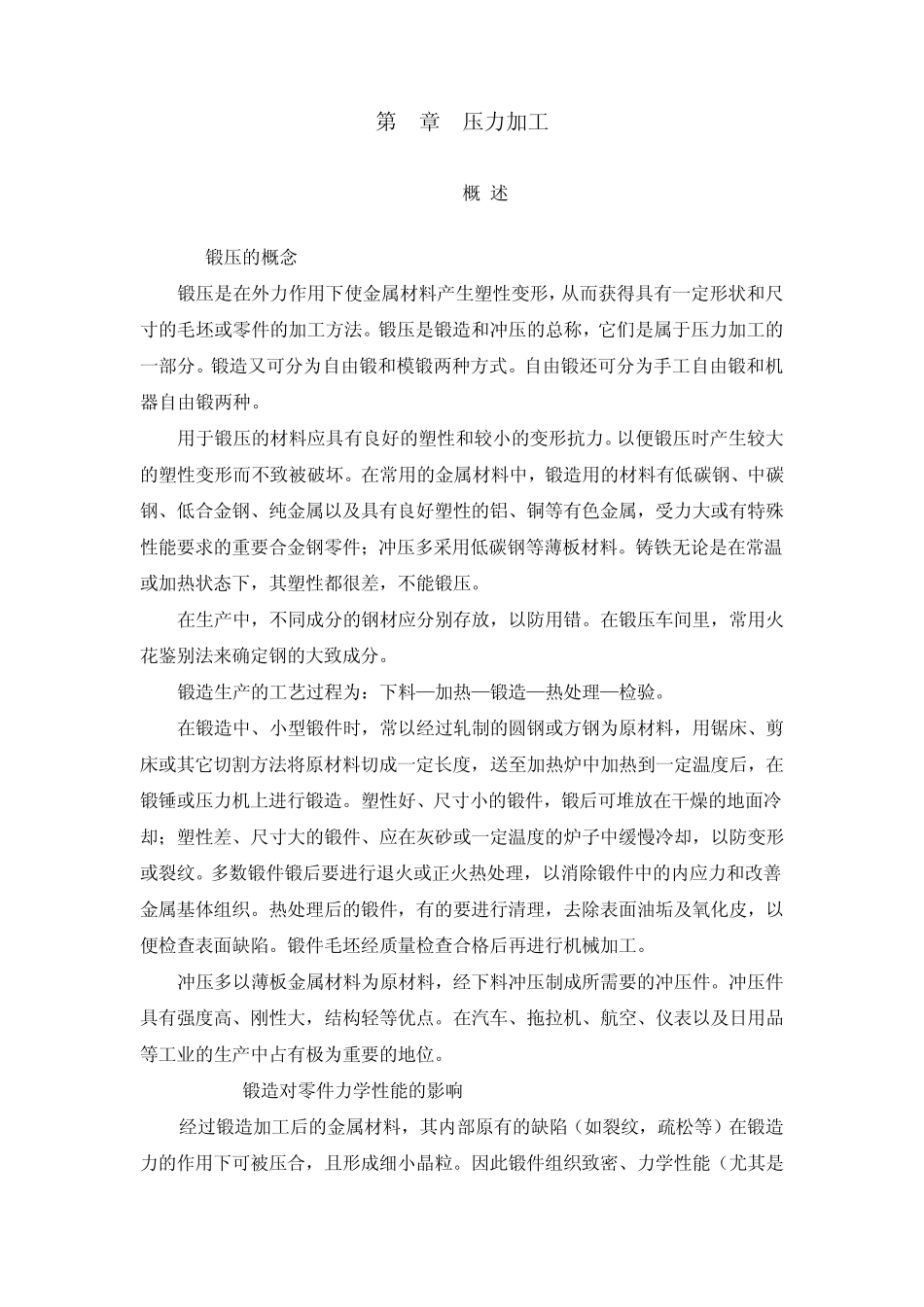
因此锻件组织致密、力学性能(尤其是抗拉强度和冲击韧度)比同类材料