J I A N G S UU N I V E R S I T Y数控技术手工编程大作业班级:机械(卓越)姓名:学号:指导教师:沈春根2017 年 4 月 22 号江苏大学1一
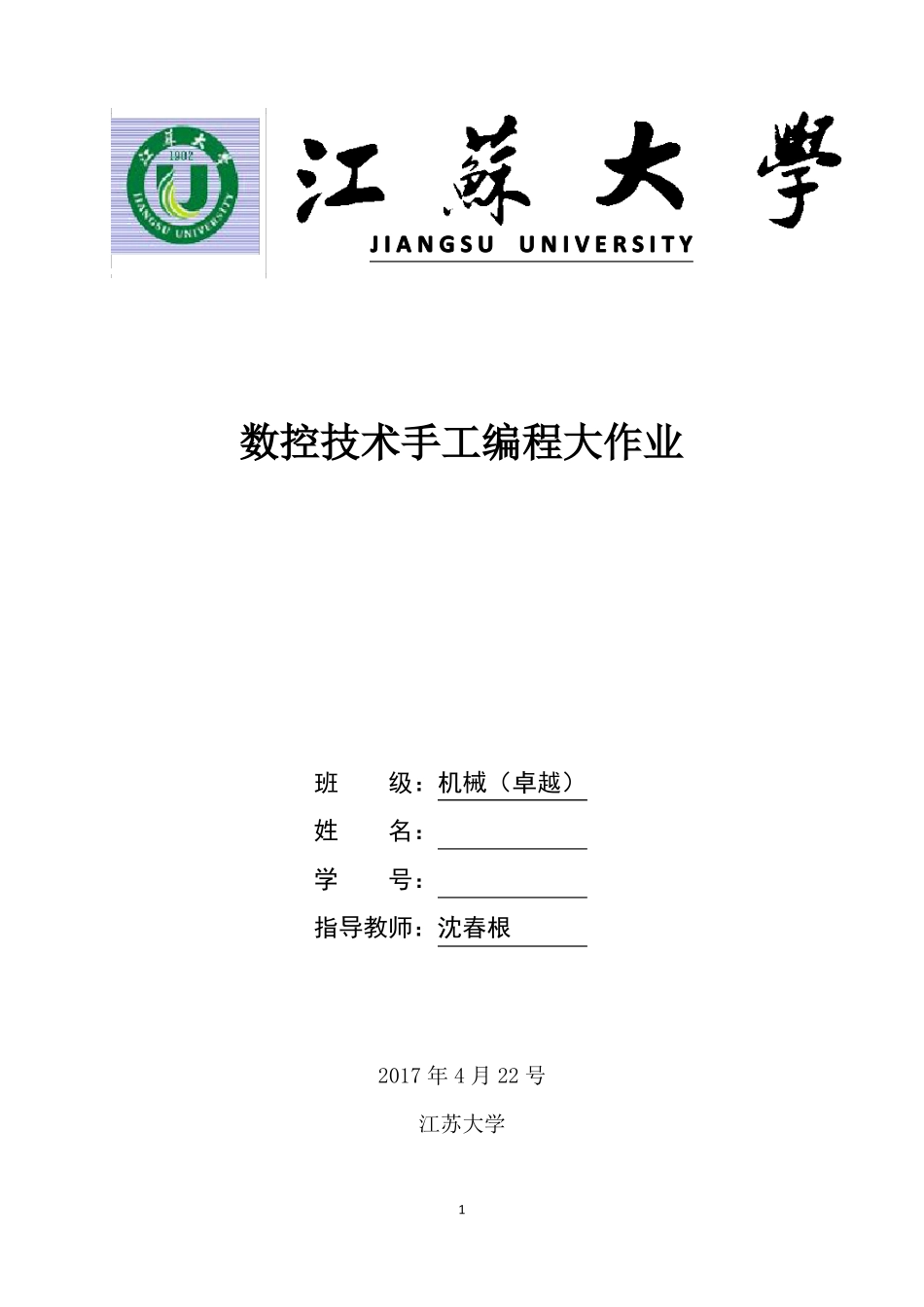
数控车手工编程—精车多个型面1
编写零件加工程序,夹持面为最左边圆柱面,螺纹可以采用固定循环命令,不考虑刀补;2
割刀宽度为 2mm,割槽采用子程序;工件材料为 45 钢,合理选择刀具和切削用量
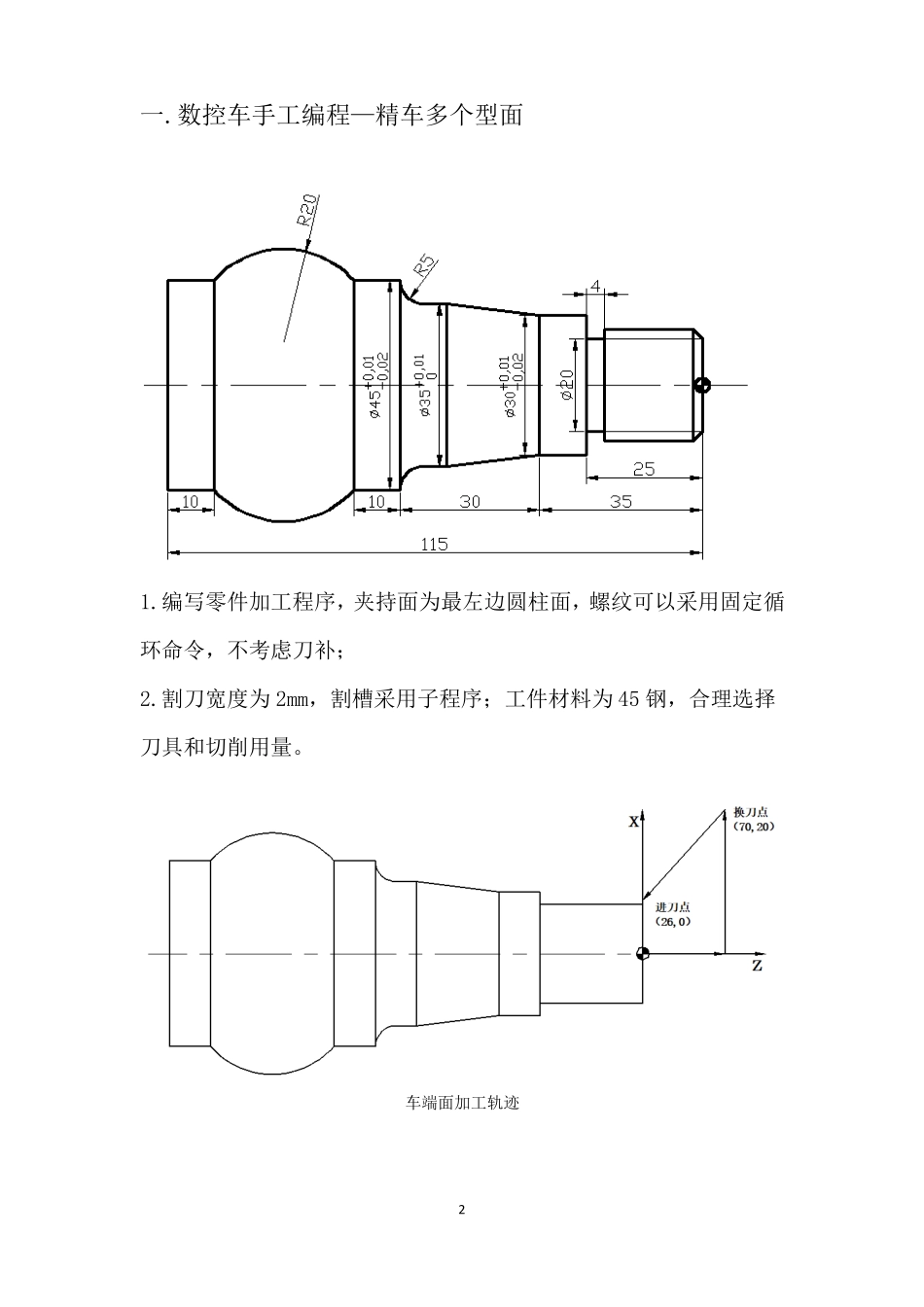
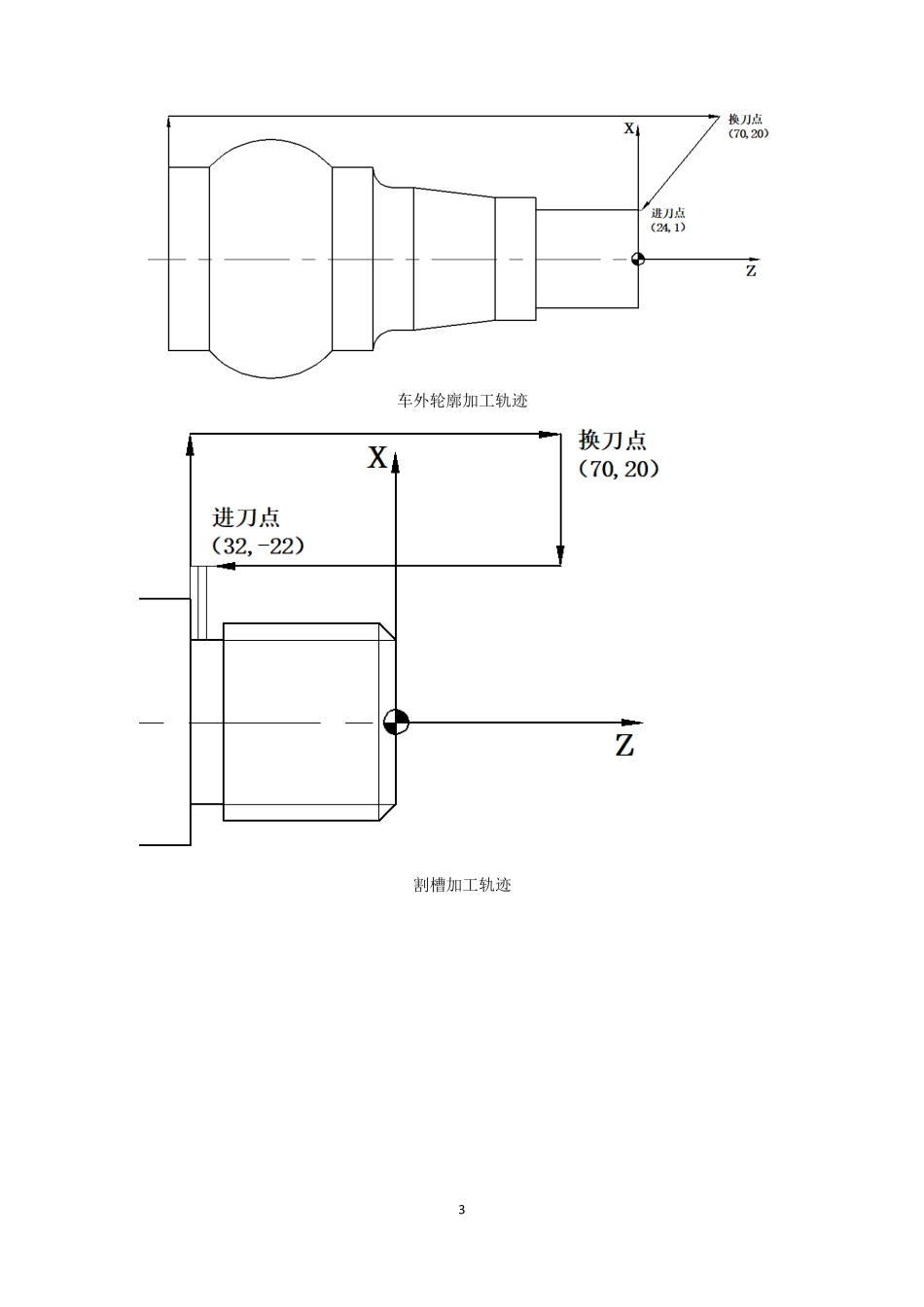
车端面加工轨迹2车外轮廓加工轨迹割槽加工轨迹3车螺纹加工轨迹工序卡工序号12345工序内容车端面车外轮廓车倒角割槽车螺纹刀具类型45°车刀90°车刀45°车刀割刀螺纹车刀刀号T01T02T01T03T04切削深度O01mm2mm2
165mm4加工程序:O0001N0010 G90 G18 G80 T0 D0;初始化,绝对值编程,XZ 平面,取消固定循环,取消刀补N0020 G00 X70 Z20;换刀点N0030 M06 T01;换 1 号刀(45 度刀车端面)N0040 G54 G00 X26 Z0 M03 S300;到车端面进刀点,主轴转动转速300r/minN0050 X0 F80N0060 G00 Z20N0070 G00 X70N0080 M06 T02N0090 G00 X24 Z1N0100 G01 Z-25 F80N0110 X30N0120 Z-35N0130 X35 Z-55N0140 Z-60N0150 G02 X45 Z-65 R5 F60N0160 G01 Z-75 F80N0170 G03 X45 Z-105 R20 F60N0180 G01 Z-115 F80N0190 G00 X70N0200 G00 Z20N0210 M06 T01N0220 G00 X24 Z1N0230 Z-1 F80N0240 G00 Z20N0250 G00 X70N0260 M06 T03N027