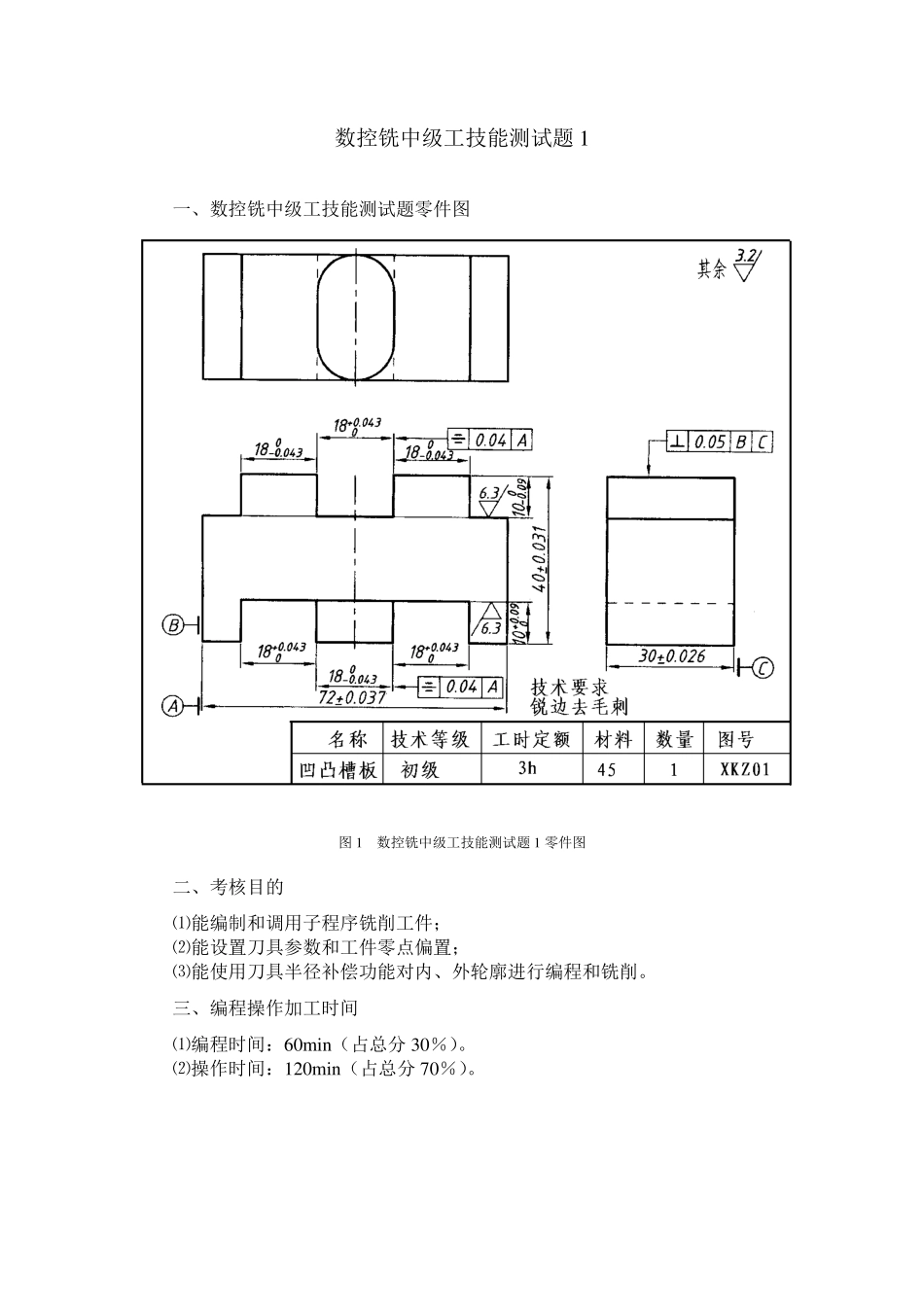
数控铣中级工技能测试题 1一、数控铣中级工技能测试题零件图图 1数控铣中级工技能测试题 1 零件图二、考核目的⑴能编制和调用子程序铣削工件;⑵能设置刀具参数和工件零点偏置;⑶能使用刀具半径补偿功能对内、外轮廓进行编程和铣削
三、编程操作加工时间⑴编程时间:60min(占总分 30%)
⑵操作时间:120min(占总分 70%)
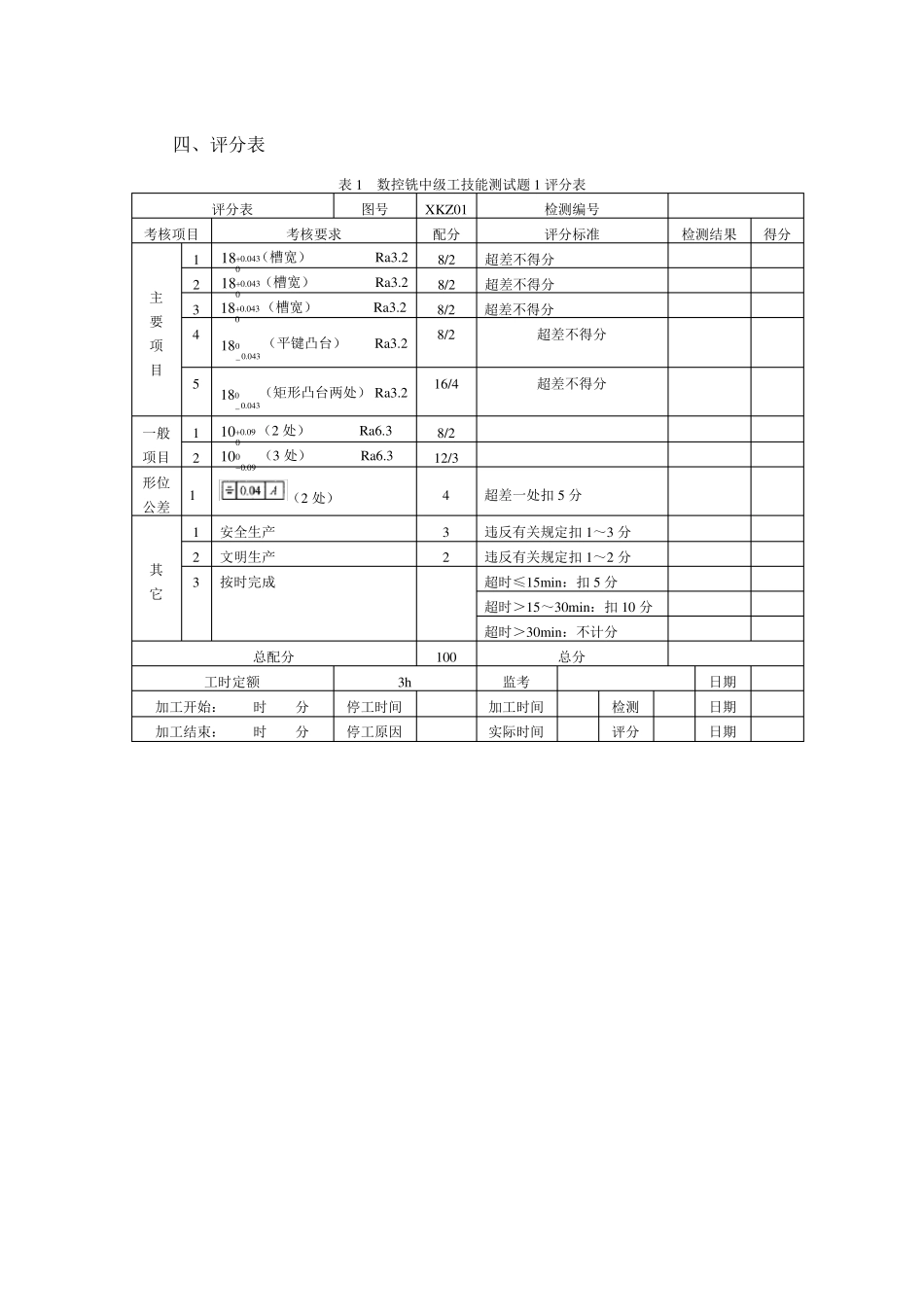
四、评分表表 1数控铣中级工技能测试题 1 评分表评分表考核项目1主要项目23451211其它23安全生产文明生产按时完成考核要求0
043(槽宽)Ra3
21800
043(槽宽)Ra3
21800
043(槽宽)Ra3
2180图号XKZ01配分8/28/28/28/216/48/212/3432检测编号评分标准超差不得分超差不得分超差不得分超差不得分超差不得分检测结果得分(平键凸台)Ra3
2180_ 0
043(矩形凸台两处) Ra3
2180_ 0
09 (2 处)Ra6
3100一般项目形位公差(3 处)Ra6
31000
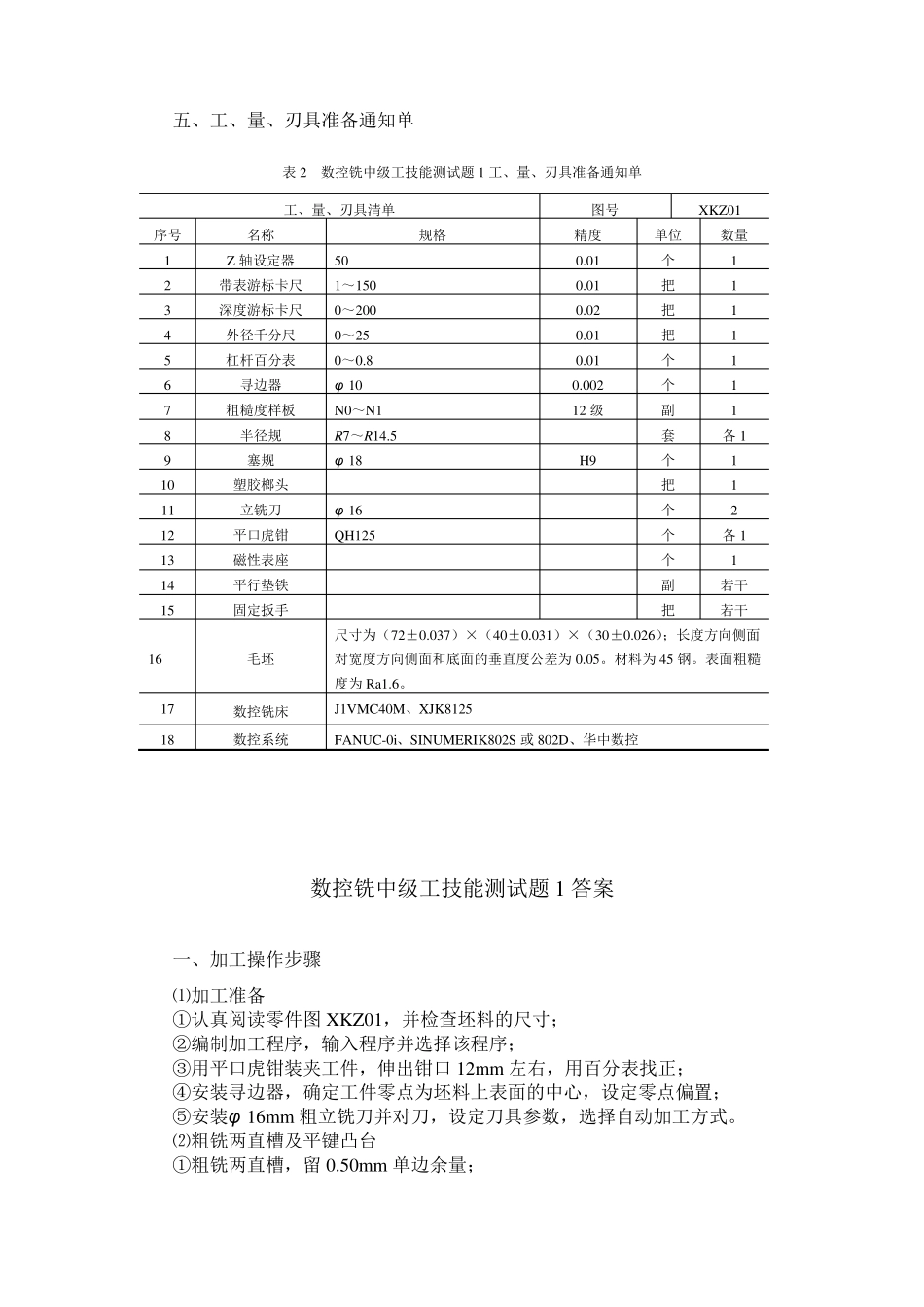
09(2 处)超差一处扣 5 分违反有关规定扣 1~3 分违反有关规定扣 1~2 分超时≤15min:扣 5 分超时>15~30min:扣 10 分超时>30min:不计分日期日期日期总配分工时定额加工开始:时分加工结束:时分3h停工时间停工原因100监考加工时间实际时间总分检测评分五、工、量、刃具准备通知单表 2数控铣中级工技能测试题 1 工、量、刃具准备通知单工、量、刃具清单序号123456789101112131415161718名称Z 轴设定器带表游标卡尺深度游标卡尺外径千分尺杠杆百分表寻边器粗糙度样板半径规塞规塑胶榔头立铣刀平口虎钳磁性表座平行垫铁固定扳手毛坯501~1500~2000~250~0
8φ 10N0~N1R7~R14
5φ 18φ 16QH125规格图号精度0