三面铣组合机床液压系统原理图分析 x x x x x x x x 三面铣组合机床概述 三面铣组合机床是用来对Z512W型台式钻床主轴箱的Ф 80、Ф 90孔端面及定位面进行铣销加工的一种自动加工设备
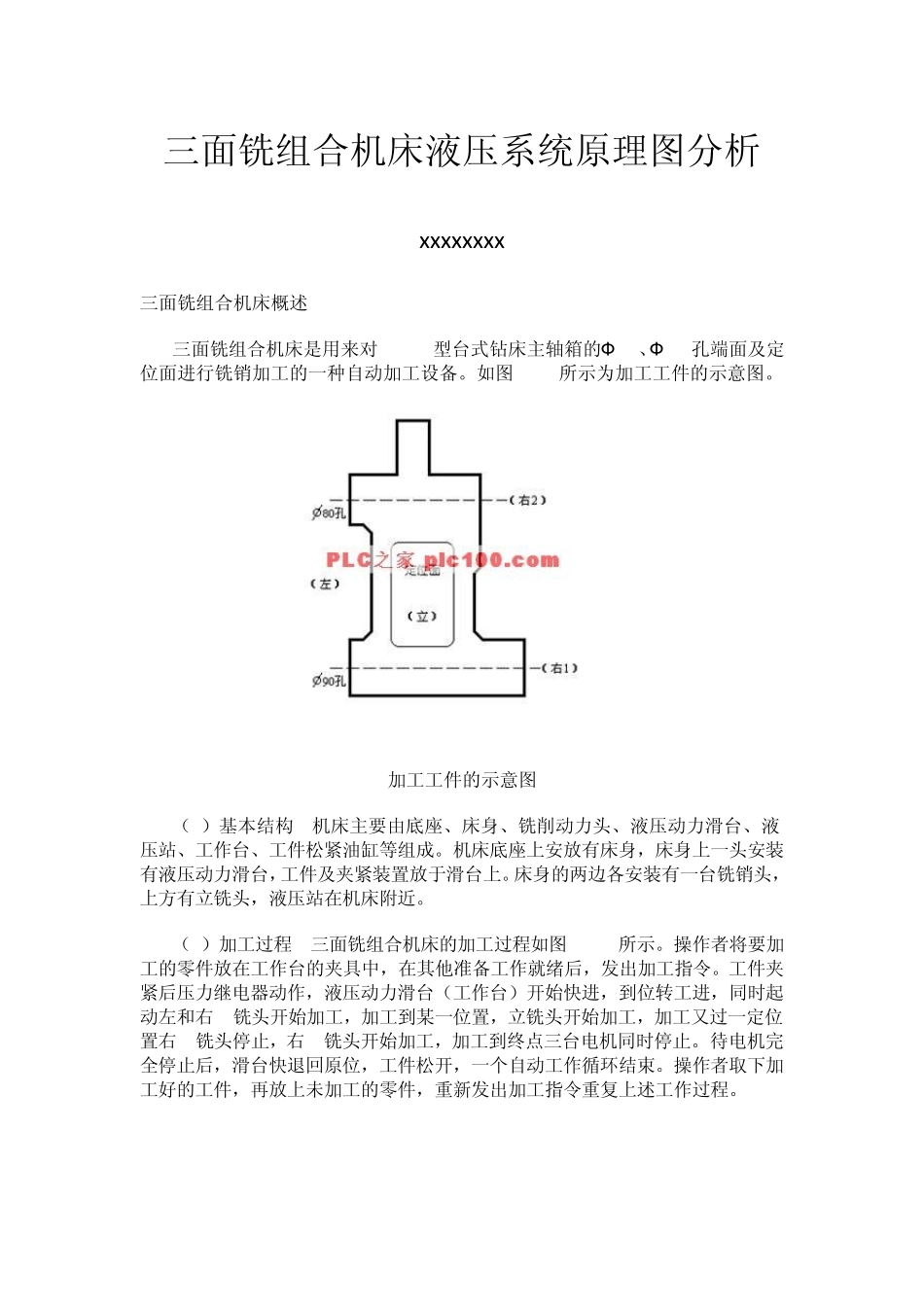
如图8-35所示为加工工件的示意图
加工工件的示意图 (1)基本结构 机床主要由底座、床身、铣削动力头、液压动力滑台、液压站、工作台、工件松紧油缸等组成
机床底座上安放有床身,床身上一头安装有液压动力滑台,工件及夹紧装置放于滑台上
床身的两边各安装有一台铣销头,上方有立铣头,液压站在机床附近
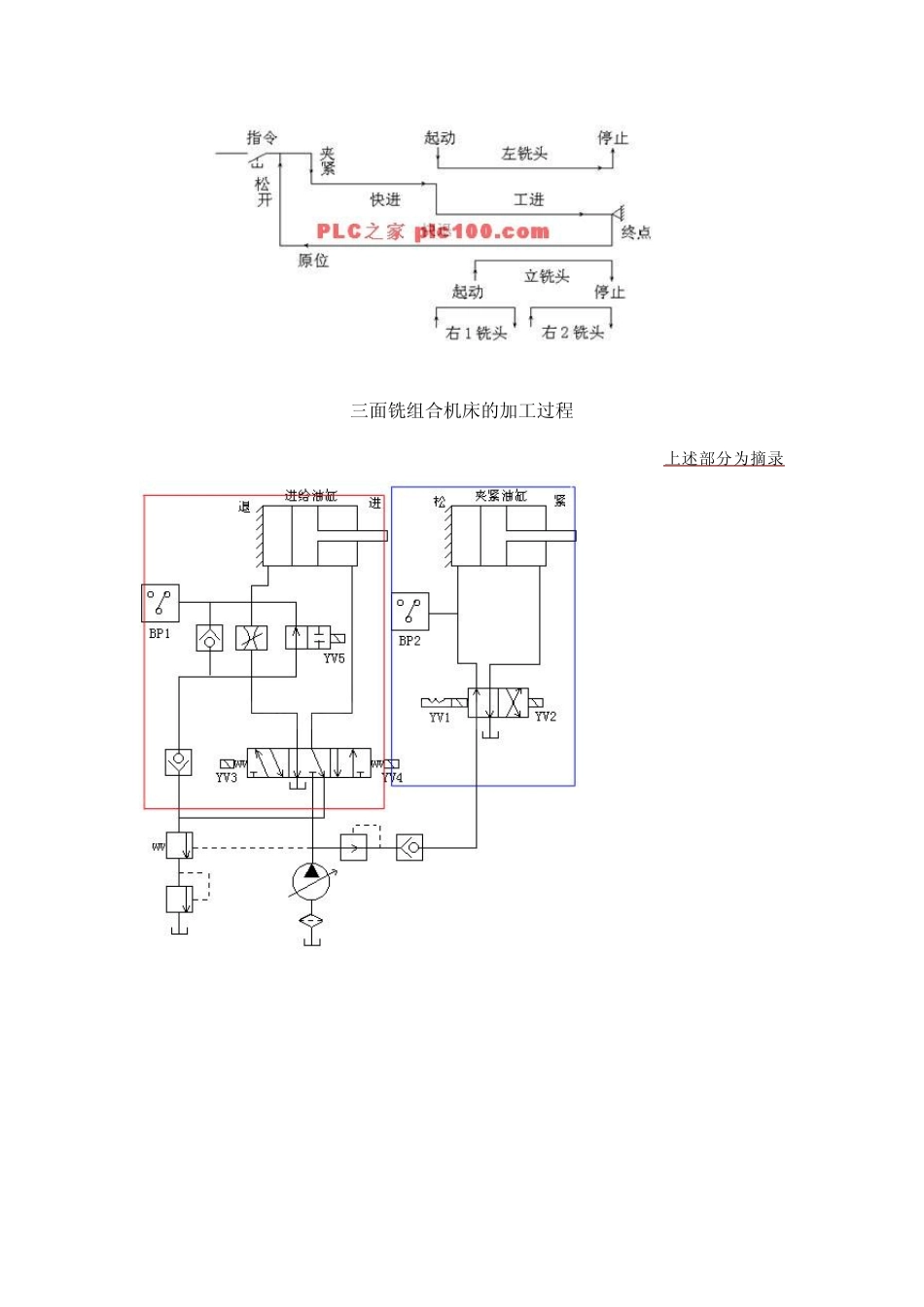
(2)加工过程 三面铣组合机床的加工过程如图8-36所示
操作者将要加工的零件放在工作台的夹具中,在其他准备工作就绪后,发出加工指令
工件夹紧后压力继电器动作,液压动力滑台(工作台)开始快进,到位转工进,同时起动左和右 1铣头开始加工,加工到某一位置,立铣头开始加工,加工又过一定位置右 1铣头停止,右 2铣头开始加工,加工到终点三台电机同时停止
待电机完全停止后,滑台快退回原位,工件松开,一个自动工作循环结束
操作者取下加工好的工件,再放上未加工的零件,重新发出加工指令重复上述工作过程
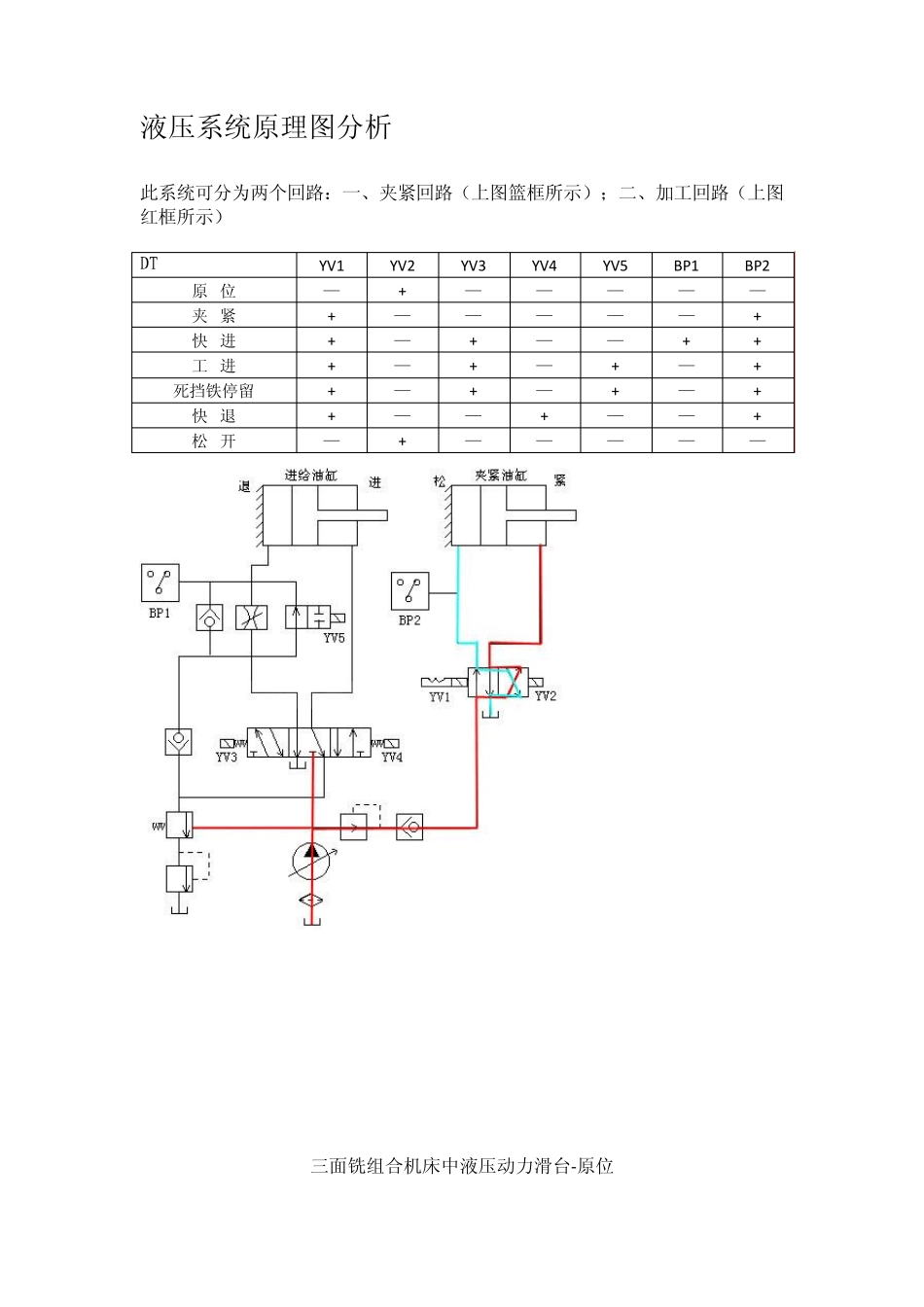
三面铣组合机床的加工过程 上述部分为摘录 液压系统原理图分析 此系统可分为两个回路:一、夹紧回路(上图篮框所示);二、加工回路(上图红框所示) DT YV1 YV2 YV3 YV4 YV5 BP1 BP2 原 位 — + — — — — — 夹 紧 + — — — — — + 快 进 + — + — — + + 工 进 + — + — + — + 死挡铁停留 + — + — + — + 快 退 + — — + — — + 松 开 — + — — — — — 三面铣组合机床中液压动力滑台-原位 夹紧回路高压油:油箱→单项变量液压泵→直动型减压泵→单向阀→两位四通换向阀(YV2工作,右位)→夹紧油缸右腔