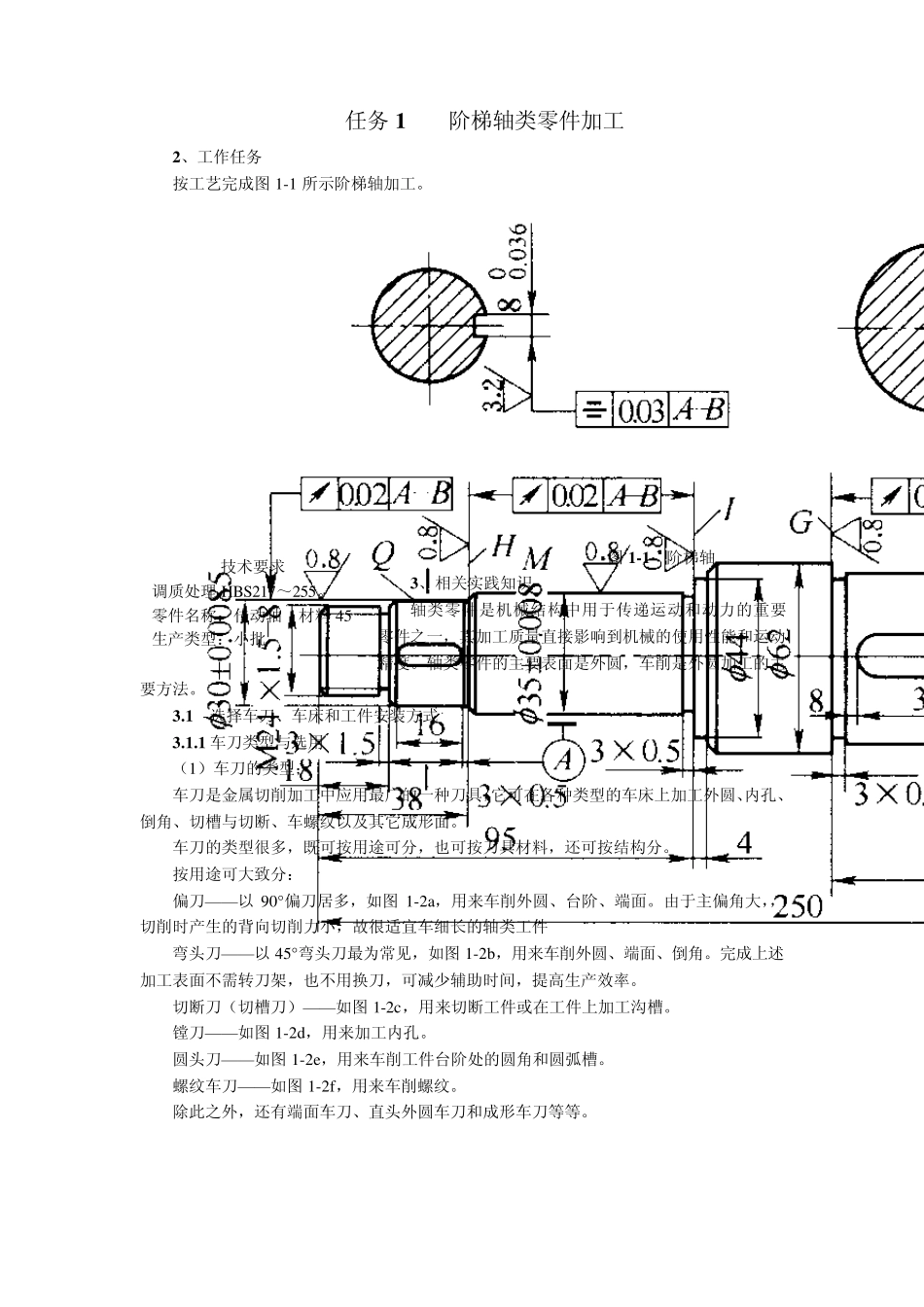
任务1 阶梯轴类零件加工 2 、工作任务 按工艺完成图 1-1 所示阶梯轴加工
图 1 -1 阶梯轴 3 、相关实践知识 轴类零件是机械结构中用于传递运动和动力的重要零件之一,其加工质量直接影响到机械的使用性能和运动精度
轴类零件的主要表面是外圆,车削是外圆加工的主要方法
1 选择车刀、车床和工件安装方式 3
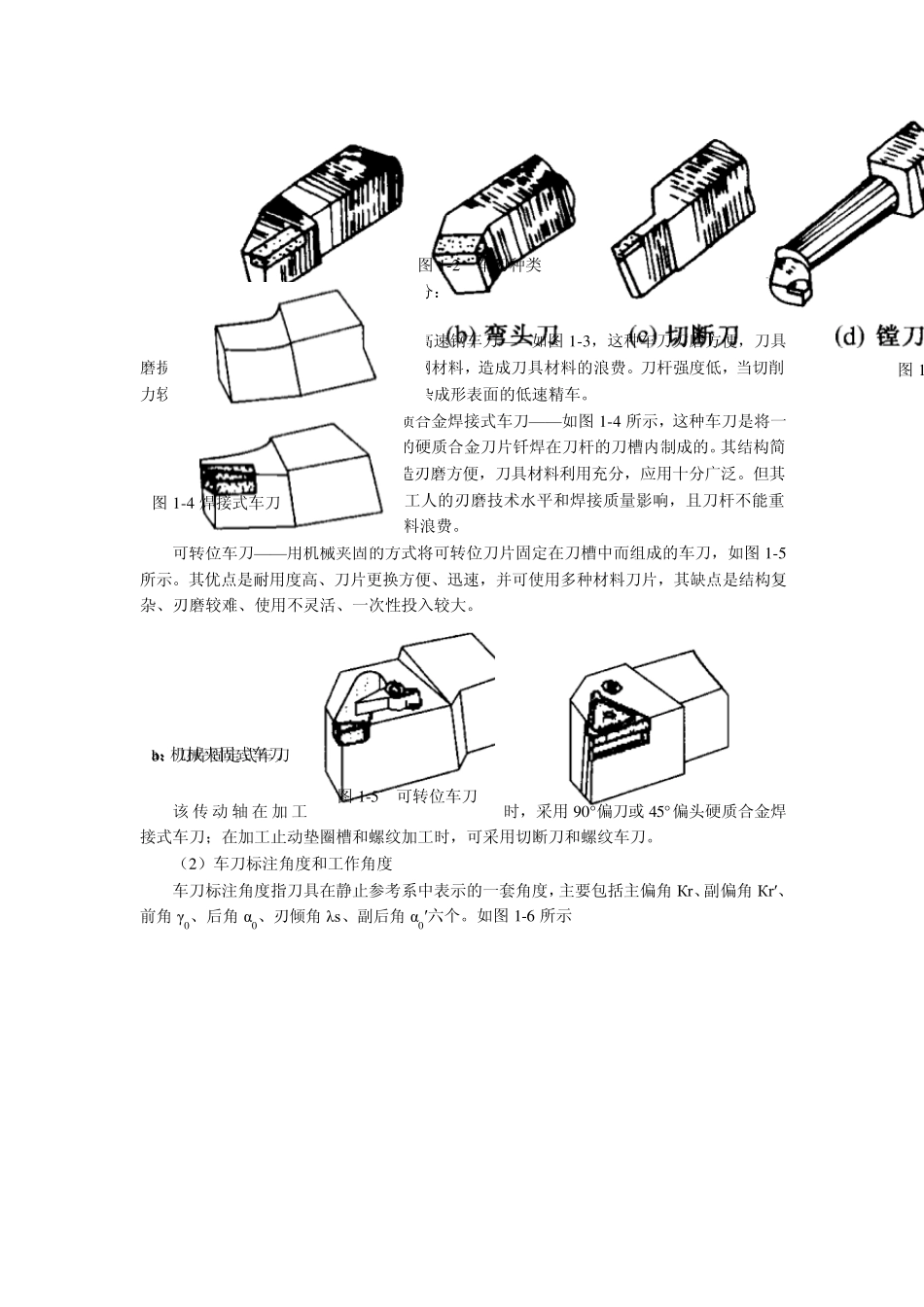
1 车刀类型与选用 (1)车刀的类型; 车刀是金属切削加工中应用最广的一种刀具,它可在各种类型的车床上加工外圆、内孔、倒角、切槽与切断、车螺纹以及其它成形面
车刀的类型很多,既可按用途可分,也可按刀具材料,还可按结构分
按用途可大致分: 偏刀——以 90°偏刀居多,如图 1-2a,用来车削外圆、台阶、端面
由于主偏角大,,切削时产生的背向切削力小,故很适宜车细长的轴类工件 弯头刀——以 45°弯头刀最为常见,如图 1-2b,用来车削外圆、端面、倒角
完成上述加工表面不需转刀架,也不用换刀,可减少辅助时间,提高生产效率
切断刀(切槽刀)——如图 1-2c,用来切断工件或在工件上加工沟槽
镗刀——如图 1-2d,用来加工内孔
圆头刀——如图 1-2e,用来车削工件台阶处的圆角和圆弧槽
螺纹车刀——如图 1-2f,用来车削螺纹
除此之外,还有端面车刀、直头外圆车刀和成形车刀等等
技术要求 调质处理 HBS217~255
零件名称:传动轴 材料 45 生产类型:小批 图1-2 车刀种类 按材料分: 整体式高速钢车刀——如图1-3,这种车刀刃磨方便,刀具磨损后可以多次重磨
但刀杆也为高速钢材料,造成刀具材料的浪费
刀杆强度低,当切削力较大时,会造成破坏
一般用于较复杂成形表面的低速精车
硬质合金焊接式车刀——如图1-4 所示,这种车刀是将一定形状的硬质合金刀片钎焊在刀杆的刀槽内制成的
其结构简单,制造刃磨方便,刀具材料利用充分,应用十分广泛