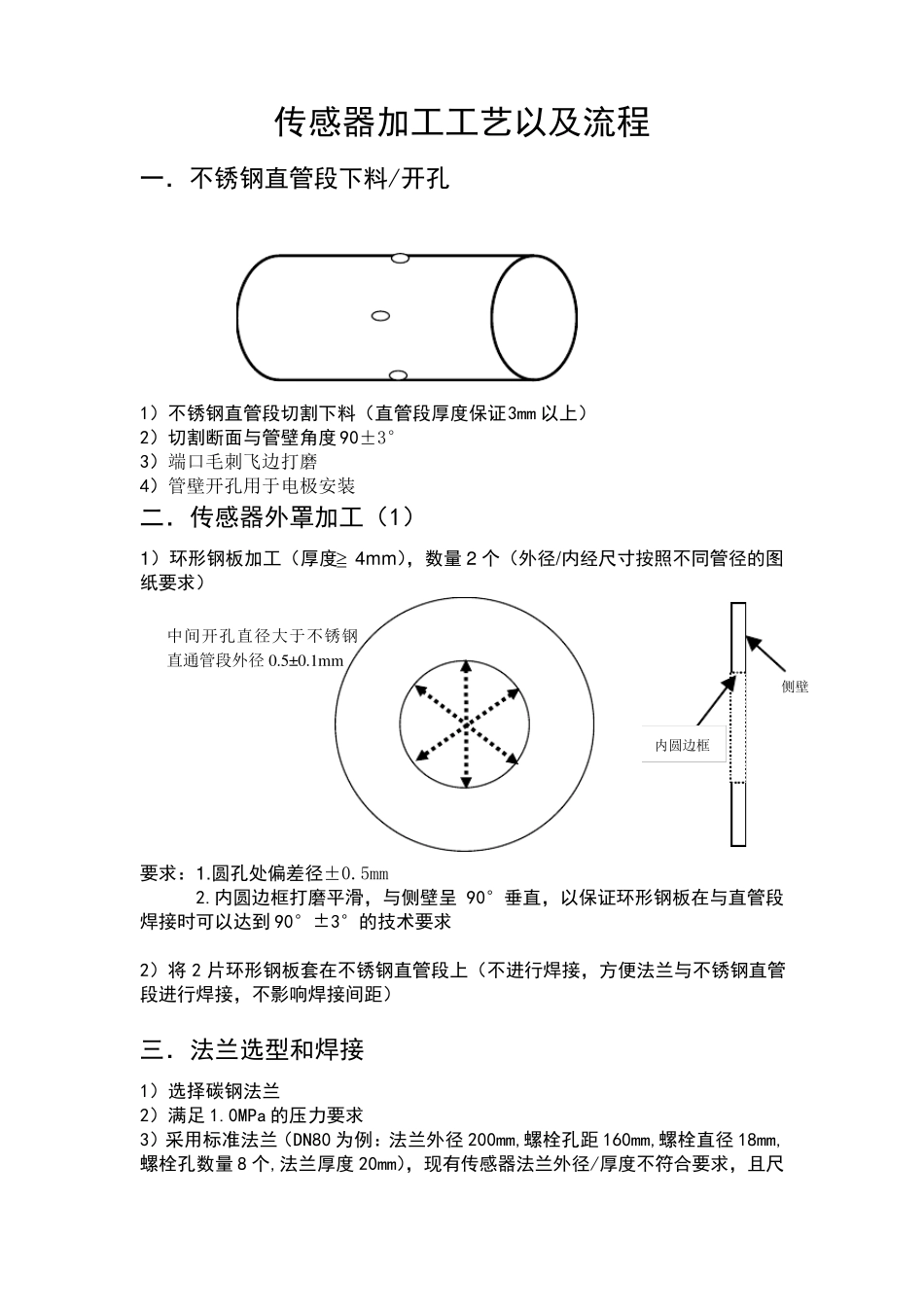
传感器加工工艺以及流程 一.不锈钢直管段下料/开孔 1)不锈钢直管段切割下料(直管段厚度保证3mm 以上) 2)切割断面与管壁角度90±3° 3)端口毛刺飞边打磨 4)管壁开孔用于电极安装 二.传感器外罩加工(1) 1)环形钢板加工(厚度≧ 4m m ),数量2 个(外径/内经尺寸按照不同管径的图纸要求) 要求:1
圆孔处偏差径±0
内圆边框打磨平滑,与侧壁呈90°垂直,以保证环形钢板在与直管段焊接时可以达到 90°±3°的技术要求 2)将 2 片环形钢板套在不锈钢直管段上(不进行焊接,方便法兰与不锈钢直管段进行焊接,不影响焊接间距) 三.法兰选型和焊接 1)选择碳钢法兰 2)满足 1
0MPa 的压力要求 3)采用标准法兰(DN80 为例:法兰外径200mm,螺栓孔距 160mm,螺栓直径18mm,螺栓孔数量8 个,法兰厚度20mm),现有传感器法兰外径/厚度不符合要求,且尺中间开孔直径大于不锈钢直通管段外径 0
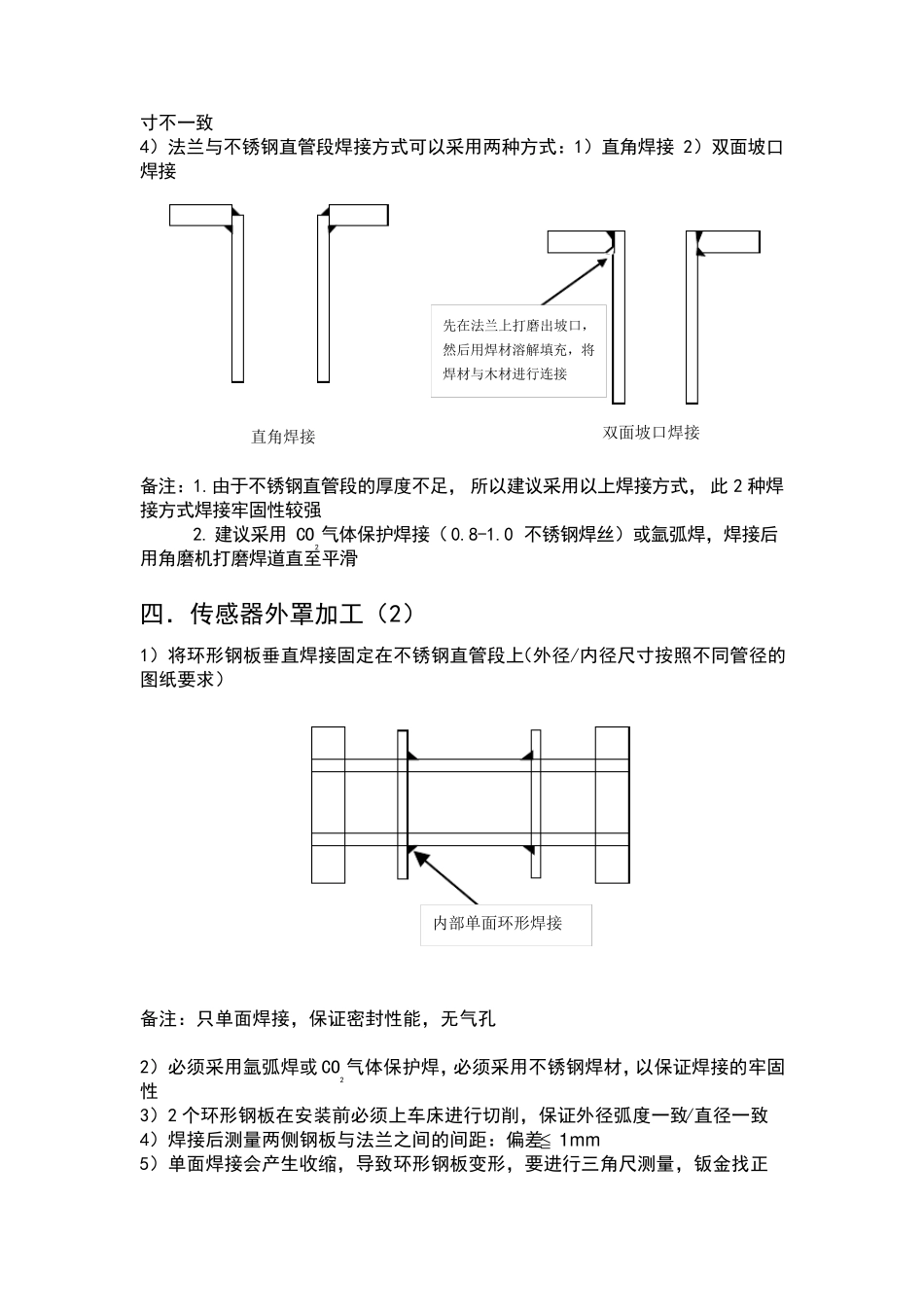
1mm 内圆边框 侧壁 寸不一致 4)法兰与不锈钢直管段焊接方式可以采用两种方式:1)直角焊接 2)双面坡口焊接 备注:1
由于不锈钢直管段的厚度不足, 所以建议采用以上焊接方式, 此 2 种焊接方式焊接牢固性较强 2
建议采用 CO2气体保护焊接(0
0 不锈钢焊丝)或氩弧焊,焊接后用角磨机打磨焊道直至平滑 四.传感器外罩加工(2) 1)将环形钢板垂直焊接固定在不锈钢直管段上(外径/内径尺寸按照不同管径的图纸要求) 备注:只单面焊接,保证密封性能,无气孔 2)必须采用氩弧焊或 CO2气体保护焊,必须采用不锈钢焊材,以保证焊接的牢固性 3)2 个环形钢板在安装前必须上车床进行切削,保证外径弧度一致/直径一致 4)焊接后测量两侧钢板与法兰之间的间距:偏差≦ 1m m 5)单面焊接会产生收缩,导致环形钢板变形,要进行三角尺测量,钣金找正