光伏支架加工工艺 编制:刘超 审核:张亚军 批准: 安徽鸿路钢结构(集团)股份有限公司 二0 一五年十月三十日 一材料选用与采购: 1 钢材 1
1 制造所用主材,应严格按设计文件要求,并有合格的质量证明书
应采用镇静钢,各元素化学成分均应符合国家标准,特别是S、P 含量,越低越好;采购时材料供应商或钢厂、必须提供代表所采购加盖了红章的材料质量保证书原件、质量保证书上的炉批号必须与材料钢板标牌上的炉批号一致
2 采购时,应选用质量信誉好的大钢厂的产品,以确保钢材的可靠性
3 管材表面质量必须符合要求,不得有夹层、裂纹、非金属夹杂,也不得有气孔、结疤、折叠等缺陷
锈蚀严重的管材不得使用
2 焊接材料的选用:钢结构焊接材料的选用应与被焊母材等强性原则为准,质量应符合各相应标准的要求,采购时厂方应提供产品质量质保单
1 焊接材料的选用:考虑到方管柱加工焊接的特点(构件截面小、构件板厚薄),为提高加工焊接效率,采用CO2 气保焊方法进行加工焊接;由于产品材质为 Q345B,因此选用的焊丝为 ER50-6,直径为 Ф1
0mm 或 Ф1
2mm 配 CO2 气体纯度≥99
9%(体积),含水量<0
005%(重量)
3 工程构件材料以及焊接材料等应按照工程设计说明要求或者按照钢结构工程施工质量验收规范,在工程加工前进行材料进场复验检查工作,合格方可使用
二构件焊缝质量等级要求 钢柱加工技术说明:依据工程设计要求钢结构焊接规范(GB50661-2011),本工程的所有焊缝均为角焊缝,除加劲板为双面角焊缝外,其余焊缝均为单面角焊缝
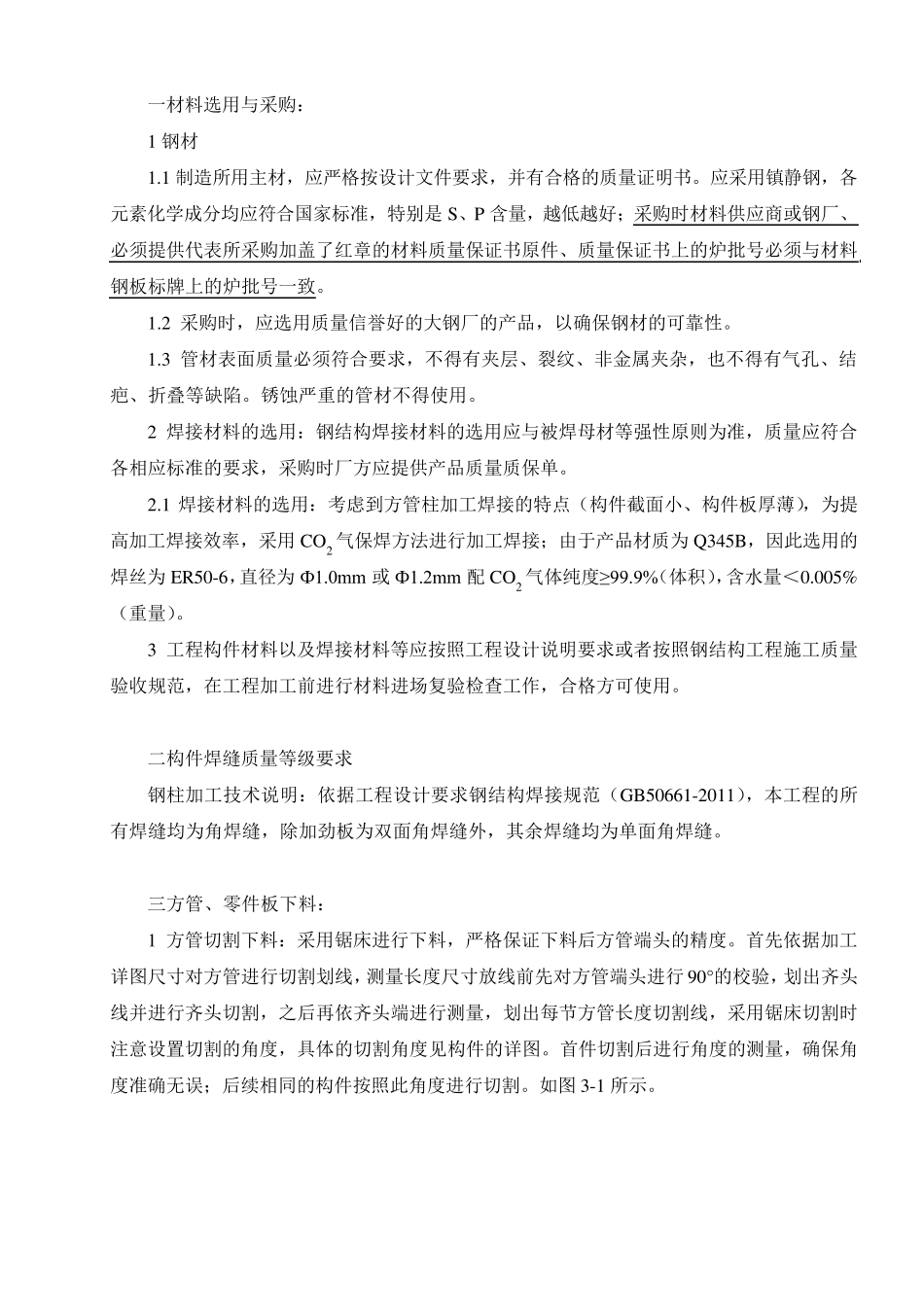
三方管、零件板下料: 1 方管切割下料:采用锯床进行下料,严格保证下料后方管端头的精度
首先依据加工详图尺寸对方管进行切割划线,测量长度尺寸放线前先对方管端头进行 90°的校验,划出齐头线并进行齐头切割,之后再依齐头端进行测量,划出每