精品文档---下载后可任意编辑CA6140 车床拨叉831003(小批量)课程设计说明书 学院: 汽车与机械工程 学院 专业: 机械设计制造及其自动化 姓名: 沈胜安 学号: 202421030503 指导老师: 李旭宇 课程: 机械制造技术基础2024
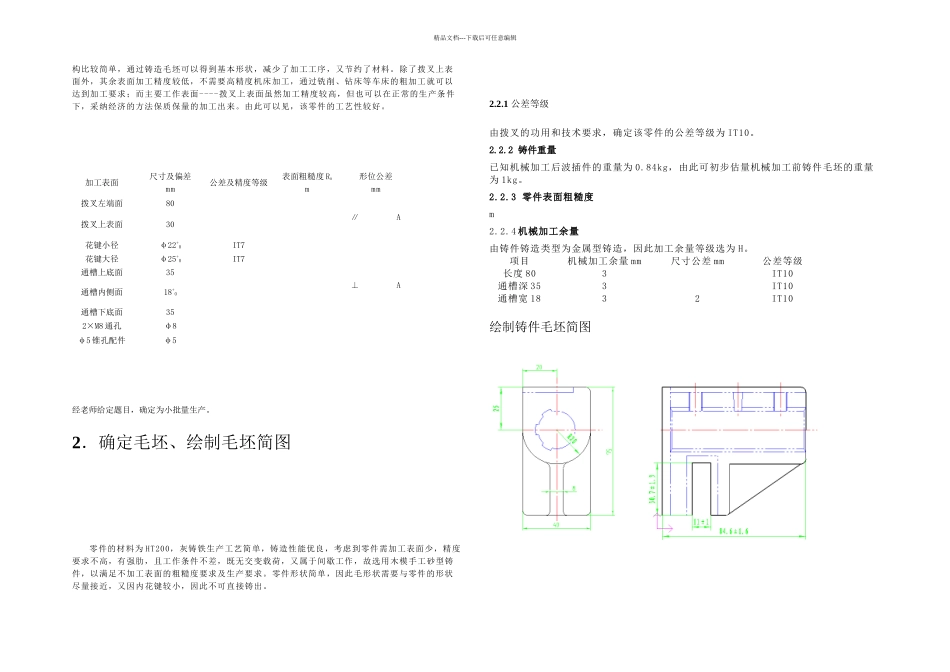
零件分析零件的作用题目所给的零件是 CA6140 车床的拨叉
它位于车床变速机构中,主要起换档,使主轴回转运动根据工作者的要求工作,获得所需的速度和扭矩的作用
宽度为 30mm 的面寸精度要求很高,因为在拨叉拔动使滑移齿轮时假如槽的尺寸精度不高或间隙很大时,滑移齿轮得不到很高的位置精度
所以,宽度为 30mm 的面的槽和滑移齿轮的配合精度要求很高
零件材料零件的材料为 HT200,灰铸铁生产工艺简单,铸造性能优良,考虑到零件需加工表面少,精度要求不高,有强肋,且工作条件不差,既无交变载荷,又属于间歇工作,故选用金属型铸件,以满足不加工表面的粗糙度要求及生产要求
分析零件图可知,该拨叉形状、结精品文档---下载后可任意编辑构比较简单,通过铸造毛坯可以得到基本形状,减少了加工工序,又节约了材料
除了拨叉上表面外,其余表面加工精度较低,不需要高精度机床加工,通过铣削、钻床等车床的粗加工就可以达到加工要求;而主要工作表面----拨叉上表面虽然加工精度较高,但也可以在正常的生产条件下,采纳经济的方法保质保量的加工出来
由此可以见,该零件的工艺性较好
加工表面尺寸及偏差mm公差及精度等级表面粗糙度 Ram形位公差mm拨叉左端面80拨叉上表面30∥A花键小径φ22+0IT7花键大径φ25+0IT7通槽上底面35通槽内侧面18+0⊥A通槽下底面352×M8 通孔φ8φ5 锥孔配件φ5经老师给定题目,确定为小批量生产
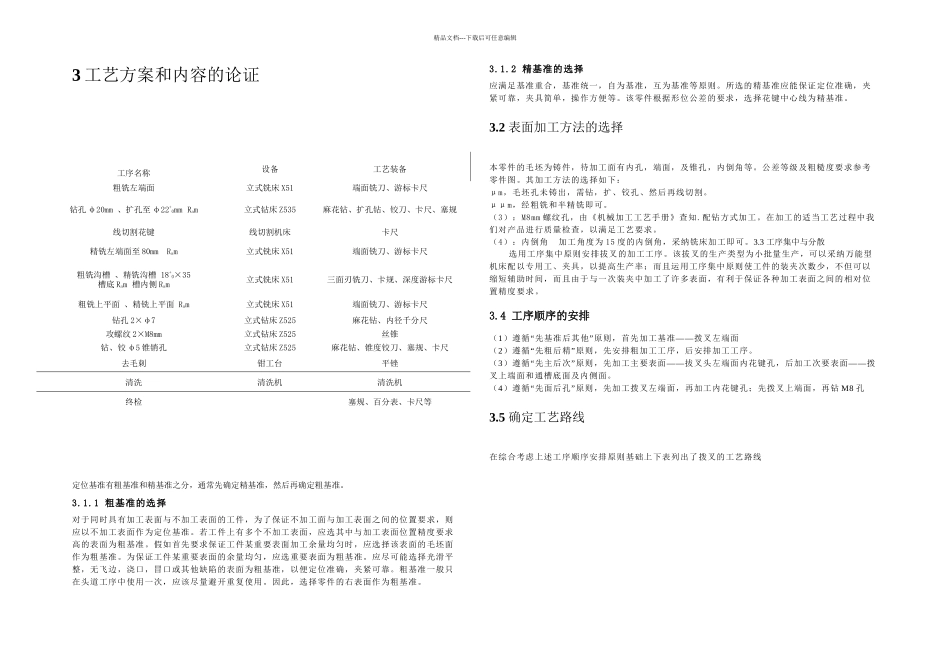
2.确定毛坯、绘制毛坯简图零件的材料为 HT200,灰铸铁生产工艺简单,铸造性能优良,考虑到零件需加工表面少,精度要