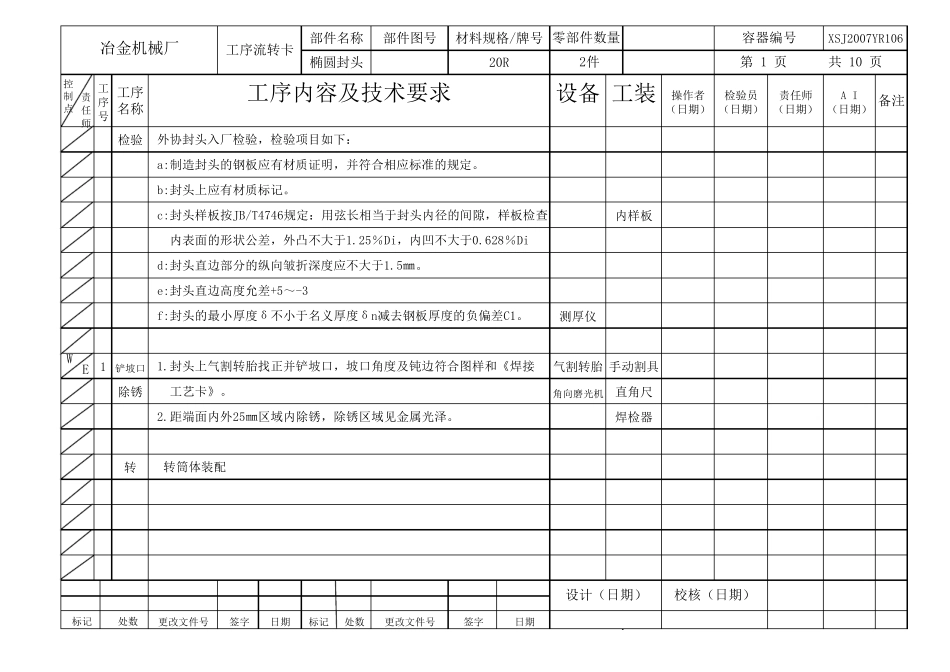
部件名称部件图号材料规格/牌号椭圆封头20R工序号工序名称设备工装操作者(日期)检验员(日期)责任师(日期)A I(日期)备注检验内样板测厚仪1铲坡口气割转胎手动割具除锈角向磨光机直角尺焊检器转更改文件号签字 日期标记 处数更改文件号签字 日期XSJ2007YR106 2件第 1 页 共 10 页工序内容及技术要求冶金机械厂工序流转卡零部件数量容器编号 内表面的形状公差,外凸不大于1
25%Di,内凹不大于0
628%Di d:封头直边部分的纵向皱折深度应不大于1
e:封头直边高度允差+5~-3 f:封头的最小厚度δ不小于名义厚度δn减去钢板厚度的负偏差C1
外协封头入厂检验,检验项目如下: a:制造封头的钢板应有材质证明,并符合相应标准的规定
b:封头上应有材质标记
c:封头样板按JB/T4746规定:用弦长相当于封头内径的间隙,样板检查 转筒体装配 1
封头上气割转胎找正并铲坡口,坡口角度及钝边符合图样和 《 焊接 工艺 卡》
距 端 面内外25㎜区 域 内除锈,除锈区 域 见 金属 光泽
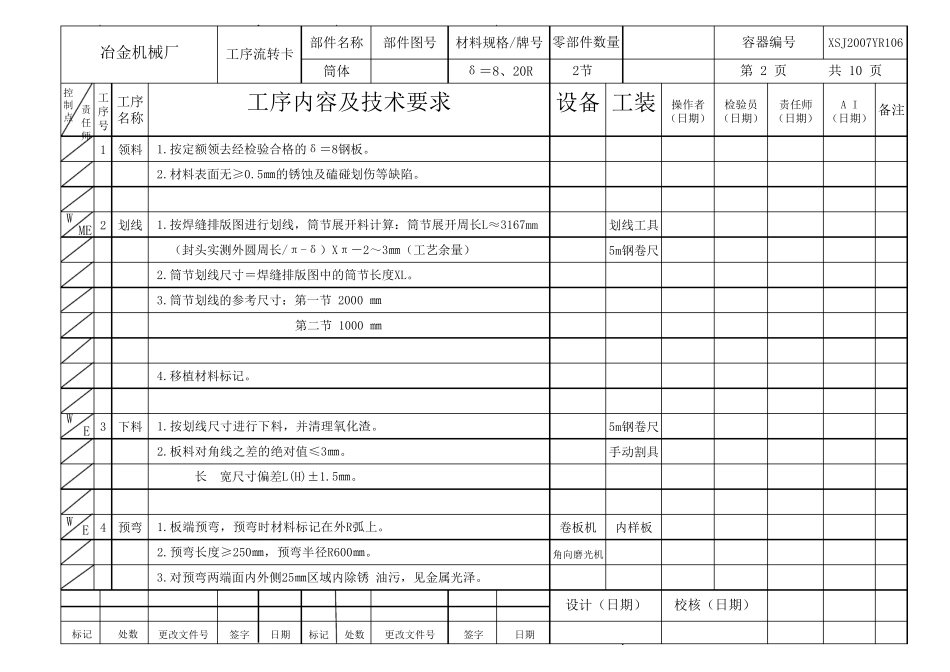
设计 (日期)标记 处数校 核 (日期)控制点责任师EW部 件 名 称部 件 图 号材 料 规 格 /牌 号筒 体δ = 8、 20R工序号工 序名 称设 备工 装操 作 者( 日 期 )检 验 员( 日 期 )责 任 师( 日 期 )A I( 日 期 )备 注1领 料2划 线划 线 工 具5m钢 卷 尺3下 料5m钢 卷 尺手 动 割 具4预 弯卷 板 机内 样 板角 向 磨 光 机更 改 文 件 号签 字 日 期标 记 处 数更 改 文 件 号签 字 日 期容 器 编 号第 2 页 共 10 页设 计 ( 日 期 )校 核 ( 日 期 )XSJ2007YR106零 部 件 数 量 2节标 记 处 数 3
对 预 弯 两 端 面 内 外 侧 25㎜ 区 域