1 反渗透膜生产设备及材料技术分析报告 一 铸膜技术要求 1
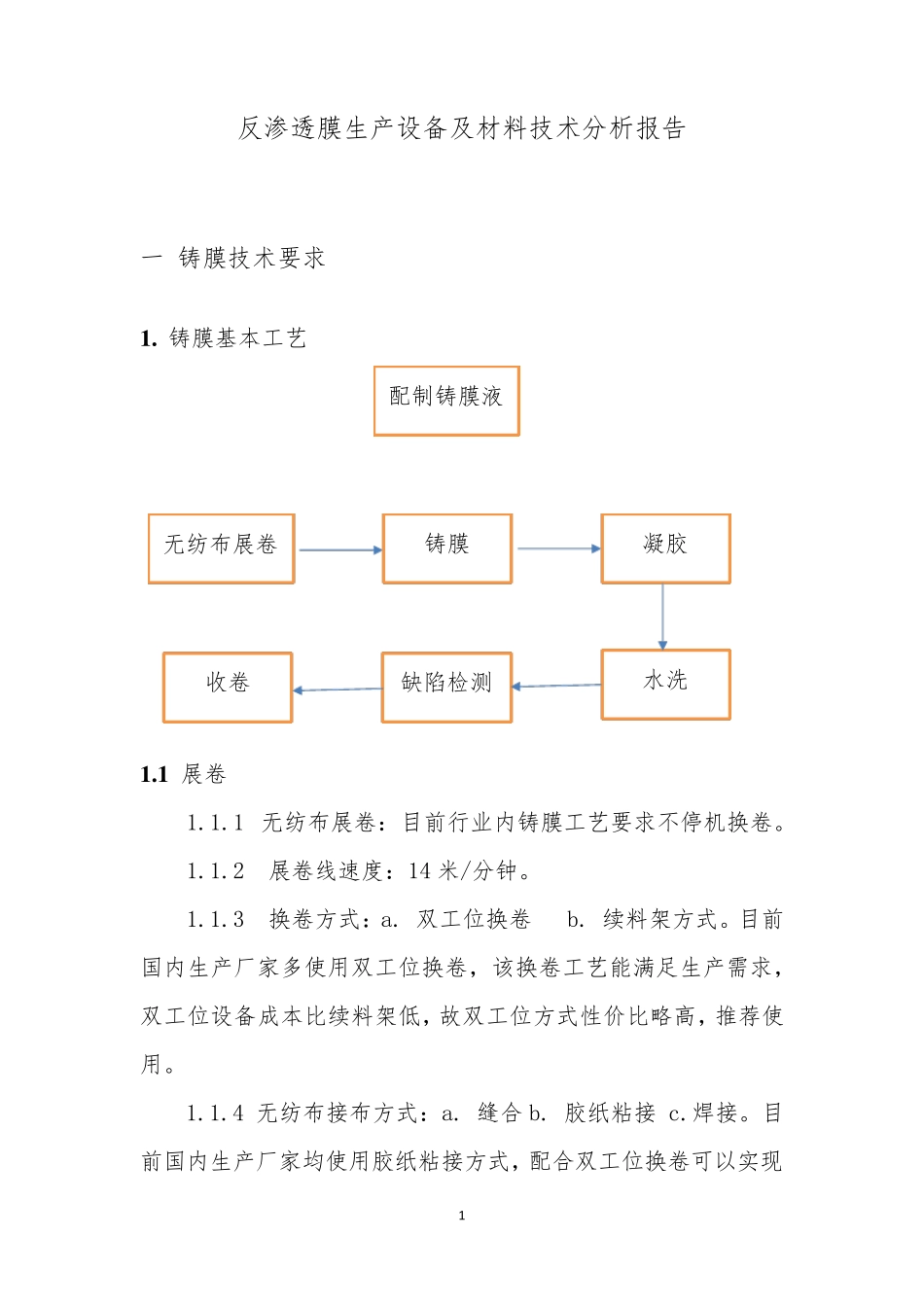
铸膜基本工艺 1
1 展卷 1
1 无纺布展卷:目前行业内铸膜工艺要求不停机换卷
2 展卷线速度:14 米/分钟
3 换卷方式:a
双工位换卷 b
目前国内生产厂家多使用双工位换卷,该换卷工艺能满足生产需求,双工位设备成本比续料架低,故双工位方式性价比略高,推荐使用
4 无纺布接布方式:a
胶纸粘接 c
目前国内生产厂家均使用胶纸粘接方式,配合双工位换卷可以实现无纺布展卷 铸膜 水洗 缺陷检测 凝胶 收卷 配制铸膜液 2 不停机换卷接驳无纺布
2 展卷至铸膜过程控制 1
1 展卷后张力控制系统:动态控制张力系统,以此实现展卷卷径变化引起的张力变化
2 展卷后测厚系统:反渗透换卷接驳后会引起卷厚变化,影响铸膜质量,因此需要增设测厚系统
该测厚系统是自动化控制
3 铸膜工艺 1
1 铸膜方式:a
刮涂式涂布 b
狭缝式涂布 c
目前国内膜制造厂家多使用刮涂式涂布,国外厂家目前均使用狭缝式涂布方式,该方式较刮涂方式计量涂布量精准,厚度控制均匀,过涂现象(铸膜液浸透无纺布)减少
推荐使用此狭缝式涂布方式
网纹滚涂布虽计量更为精准,但价格较高不推荐
2 铸膜液的配制:配制铸膜液要精确称量聚砜、二甲基甲酰胺、以及其他添加剂和改性剂,严格控制配制时间和温度,铸膜前脱气
3 铸膜厚度:通过铸膜液的涂布量控制
大多数反渗透膜聚砜支撑层厚度约为 40μm
4 铸膜至凝胶过程工艺 1
1 铸膜后环境仓:铸膜后铸膜液附着于无纺布后,铸膜液需要一定时间浸入无纺布层,因此为防止铸膜液过早硬化需要在凝胶前进入环境仓,环境仓存在一定浓度 N2(浓度和停留时间 3 需 要 根 据 工 艺 确 定