精品文档---下载后可任意编辑文件编号:QP-XZ-03-002员工年度工作总结表姓 名刘文东工 号019588部 门工程部入厂日期2024-12-9职 务IE 工程师填表日期2024-12-26内容:不知不觉,一年的时间已经过去了,在工作中经历了酸甜苦辣,认识了良师益友,获得了很多经验教训,感谢领导给了我成长的空间、勇气和信心
在过去的一年时间里,通过自身的不懈努力,在工作中取得了一定的成就,但是同时也存在着诸多不足之处
回顾过去的一年,现将工作总结如下:一、标准化的制定:长期以来我司文件标准化执行的不是很好
产线不按 SOP 作业,生产排拉自我随意性
甚至我们的 SOP 中也存在着很多的不足之处
如文件描述过于文字化,无相应的图片指导
SOP 版本过旧,一直无更新,无法起到指导生产操作
且产能配置表陈旧,没有依据生产实际更新,无法查看到生产实际生产情况
在实际巡拉中我发现了不少文件的错误之处
如下为几处典型的案例:1
机型 FTA6500NL(订单号 J1400763)
改机型为-S 机型,无法带动自动化测试
正确的操作应为手动操作
SOP 写明确实我司常用的银视自动化测试
且测试方式为 T2 机型的测试
SOP 与实际有明显的错误;2
Scart Stick 系列机型
实际产能仅为 300PCS/H
产能配置表写为 450PCS/H;3
-T 机型 8、9 系列,自动化测试为 7 人,流程中只有 5 人
无法满足生产实际需求;4
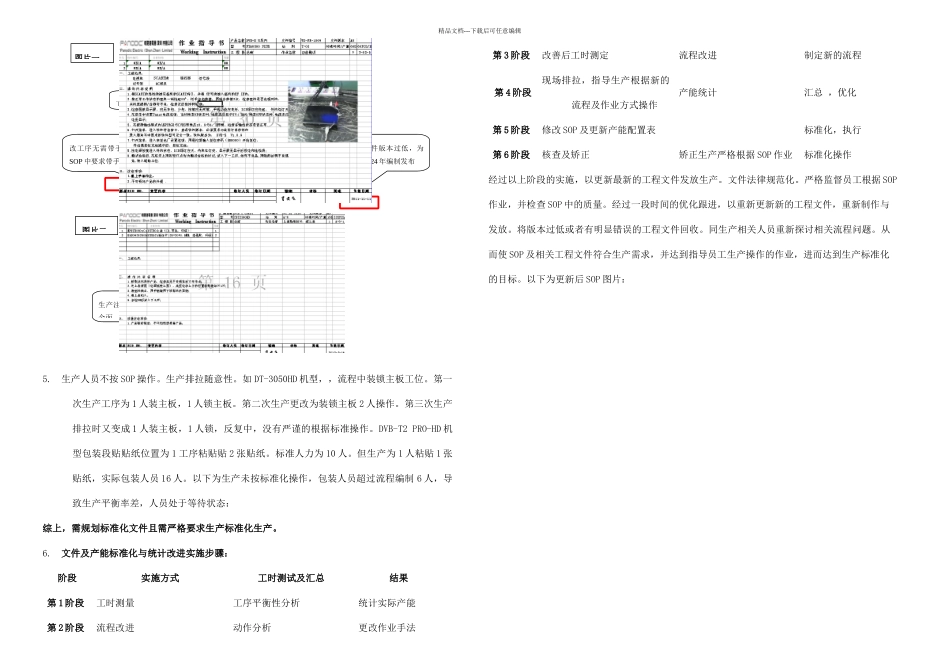
SOP 中文件中文字描述简单,无注意事项,无图片说明
如下为机型 FTA6500 测试工位 SOP精品文档---下载后可任意编辑5
生产人员不按 SOP 操作
生产排拉随意性
如 DT-3050HD 机型,,流程中装锁主板工位
第一次生产工序为 1 人装主板,1 人锁主板
第二次生产更改为装锁主板 2 人操作
第三次生产排拉时又变成 1 人装