叶轮叶片曲面加工方法 叶轮是涡轮式发动机的核心部件,被广泛应用于航天、航空及其它工业领域,其加工质量对发动机性能有决定性地影响
由于叶轮叶片的形状是机械中最难加工的复杂曲面,所以,叶轮的加工长期以来一直是一个技术难题,倍受各国工业界的关注
各工业发达国家曾先后研制出多种加工方法,如:最初的采用铸造成型后修光法、石蜡精密铸造法、电火花加工法、三坐标仿形铣削法等
但这些早期的加工方法,不仅加工效率较低,而且叶轮质量也较差
直到数控技术被应用到叶轮的加工中,才使叶轮的加工技术得到了跨越性发展
当前国内外叶轮数控加工方法主要有:点铣法和侧铣法
点铣法质量容易保证,但加工效率极低,而侧铣法较点铣法效率高许多,但涉及的关键技术较多,目前,国外侧铣法应用较普遍
叶轮加工的复杂性主要在于其叶片是复杂的曲面造型
而且能否精确的加工出形状复杂的叶轮己成为衡量数控机床性能的一项重要标准
曲面根据形成原理可以分为直纹曲面和非直纹曲面
直纹面又可以分为可展直纹面和非可展直纹面,对于可展直纹面,完全可以使用非数控机床加工
而对于非可展直纹面和自由曲面叶片的整体叶轮来说,则必须用四轴以上联动的数控机床才可以准确地加工出来
由于数控机床具有四轴联动或五轴联动的功能,则利用它进行叶片加工时,既可以保证刀具的球头部分对工件进行准确地切削,又可以利用其转动轴工作使刀具的刀体或刀杆部分避让开工件其他部分,避免发生干涉
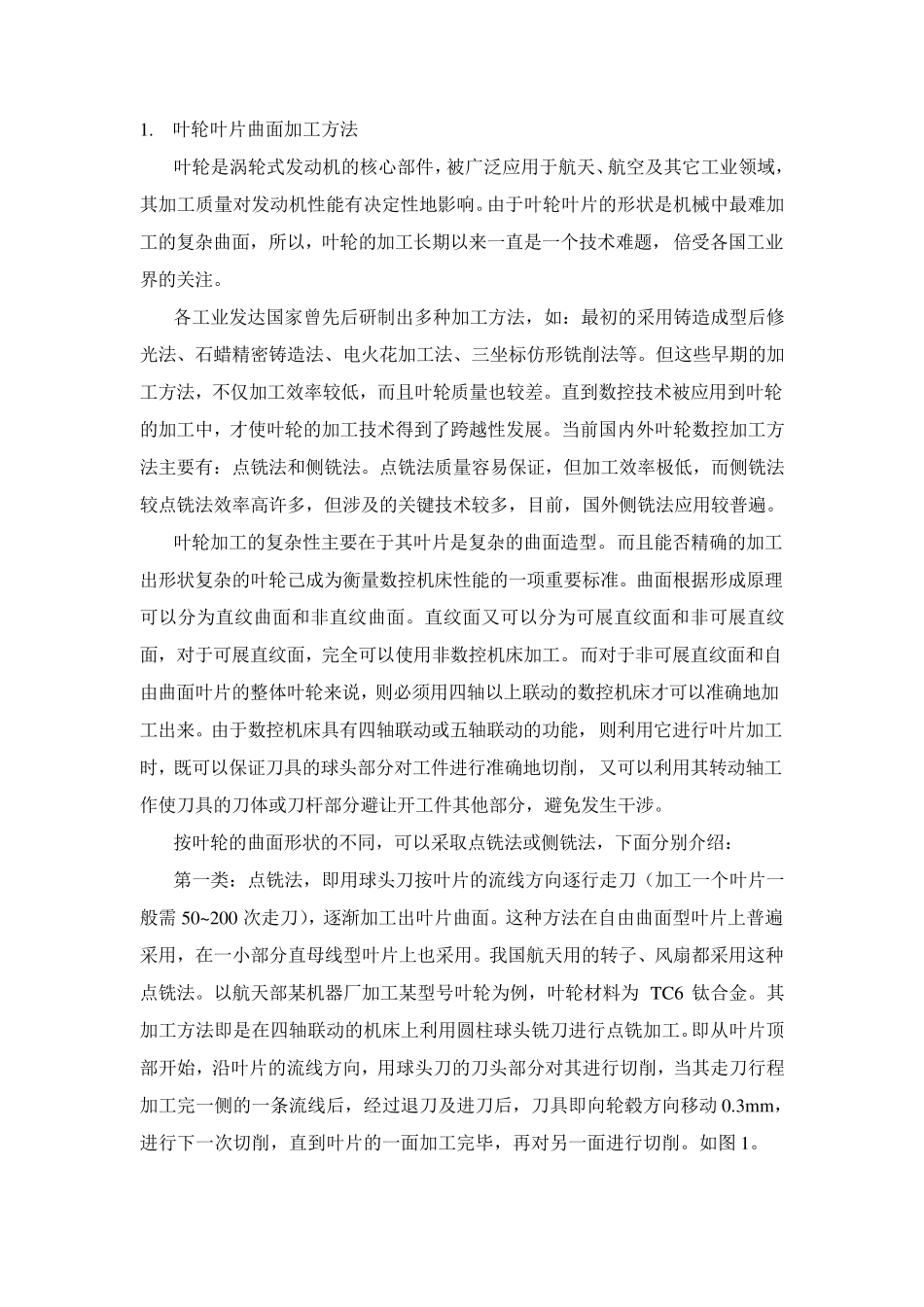
按叶轮的曲面形状的不同,可以采取点铣法或侧铣法,下面分别介绍: 第一类:点铣法,即用球头刀按叶片的流线方向逐行走刀(加工一个叶片一般需 50~200 次走刀),逐渐加工出叶片曲面
这种方法在自由曲面型叶片上普遍采用,在一小部分直母线型叶片上也采用
我国航天用的转子、风扇都采用这种点铣法
以航天部某机器厂加工某型号叶轮为例,叶轮材料为 TC6 钛合金
其加工方法即是在四轴联动的机床上利用圆