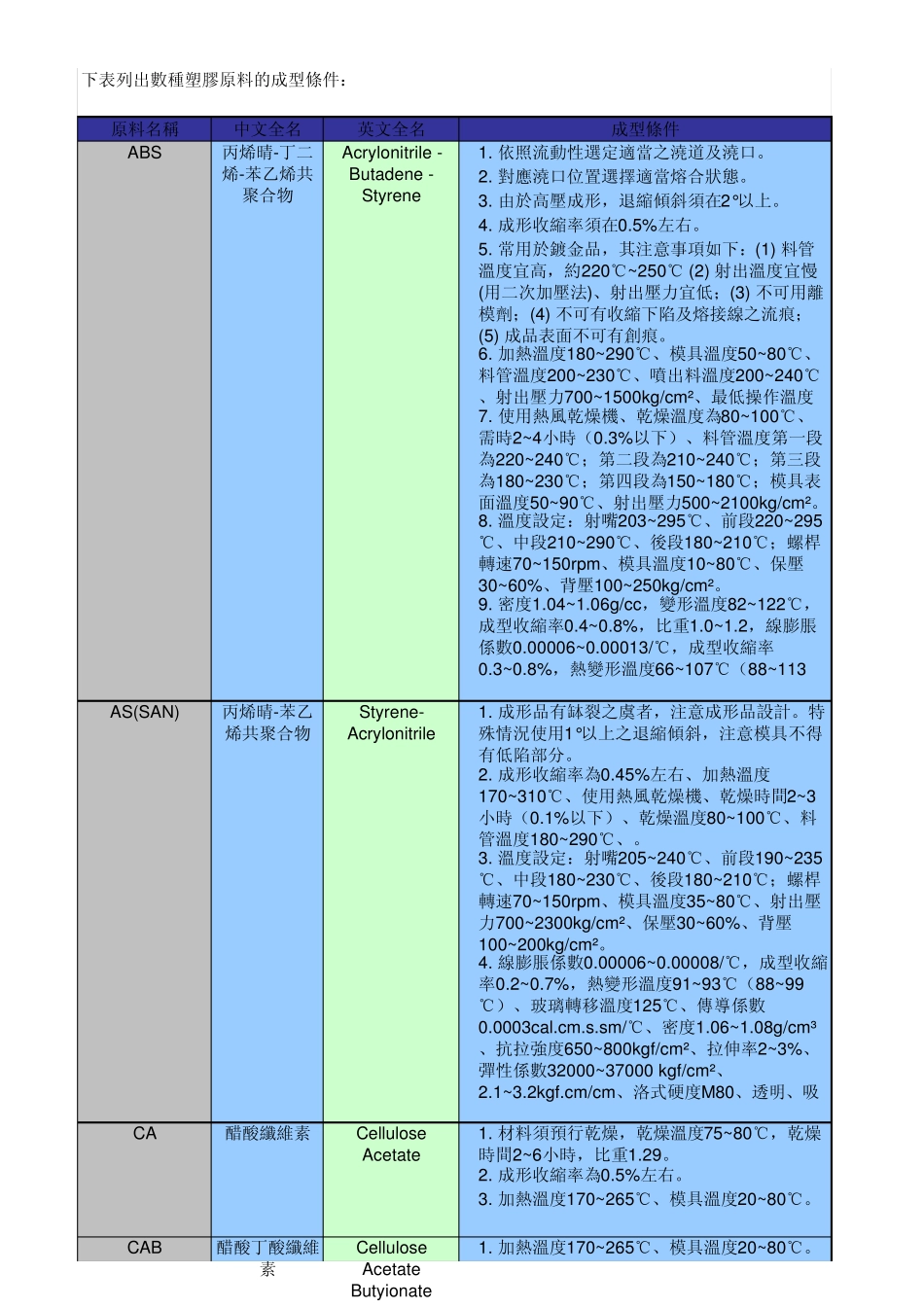
原料名稱 中文全名 英文全名成型條件1
依照流動性選定適當之澆道及澆口
對應澆口位置選擇適當熔合狀態
由於高壓成形,退縮傾斜須在2°以上
成形收縮率須在0
常用於鍍金品,其注意事項如下:(1) 料管溫度宜高,約220℃~250℃ (2) 射出溫度宜慢(用二次加壓法)、射出壓力宜低;(3) 不可用離模劑;(4) 不可有收縮下陷及熔接線之流痕;(5) 成品表面不可有創痕
加熱溫度180~290℃、模具溫度50~80℃、料管溫度200~230℃、噴出料溫度200~240℃、射出壓力700~1500kg/cm²、最低操作溫度7
使用熱風乾燥機、乾燥溫度為80~100℃、需時2~4小時(0
3%以下)、料管溫度第一段為220~240℃;第二段為210~240℃;第三段為180~230℃;第四段為150~180℃;模具表面溫度50~90℃、射出壓力500~2100kg/cm²
溫度設定:射嘴203~295℃、前段220~295℃、中段210~290℃、後段180~210℃;螺桿轉速70~150rpm、模具溫度10~80℃、保壓30~60%、背壓100~250kg/cm²
06g/cc,變形溫度82~122℃,成型收縮率0
8%,比重1
2,線膨脹係數0
00006~0
00013/℃,成型收縮率0
8%,熱變形溫度66~107℃(88~1131
成形品有缽裂之虞者,注意成形品設計
特殊情況使用1°以上之退縮傾斜,注意模具不得有低陷部分
成形收縮率為0
45%左右、加熱溫度170~310℃、使用熱風乾燥機、乾燥時間2~3小時(0
1%以下)、乾燥溫度80~100℃、料管溫度180~290℃、
溫度設定:射嘴205~240℃、前段190~235℃、中段180~230℃、後段180