设计说明书目录 一、零件铸造工艺要求和特点 1
零件的生产条件、结构及技术要求 1
零件的铸造工艺性 二、零件铸造工艺方案 2
1造型,造芯方法的选择 2
2浇注位置和分型面的确定 三、铸造工艺参数设计 3
1铸件尺寸公差 3
2机械加工余量 3
3最小铸出孔和槽 3
4 拔模斜度 3
5铸造收缩率 3
6其他工艺参数设计 四、砂芯设计 4
1芯头的设计 4
2压环、防压环和集砂槽芯头结构 4
3芯骨设计 五
浇注系统设计 5
1浇注系统类型的选择 5
2铸件重量 5
3浇注时间 5
4静压头的计算 5
5浇注系统各组元截面面积的计算 5
6直浇道窝的设计 5
7浇口杯的设计 5
8校核最小压力头 5
9工艺出品率 5
砂箱尺寸及造型机选择 六、模板模样设计绘制模板装配图 6
设计原则 6
模板模具设计 6
1选择模板类型、结构 6
2设计模底板、材料、结构尺寸及定位销,销耳尺寸 6
3设计金属模样结构及尺寸 6
4模样在底板上的装配,布置、定位、紧固 6
5模底板、砂箱定位装置 6
6模底板的搬运结构 6
7模底板在造型机上的安装 6
8浇道在模底板上的装配 七、设计绘制芯盒装配图 7
1芯盒材料的选择 7
2芯盒分盒面的设计 7
3芯盒内腔尺寸的确定 7
4芯盒的壁厚 7
5芯盒的边缘及防磨片 7
6芯盒的定位与夹紧 7
7金属芯盒的尺寸偏差 7
7芯盒的搬运 八、铸件缺陷分析与解决方案 九、参考文献 一、零件铸造工艺要求和特点 1
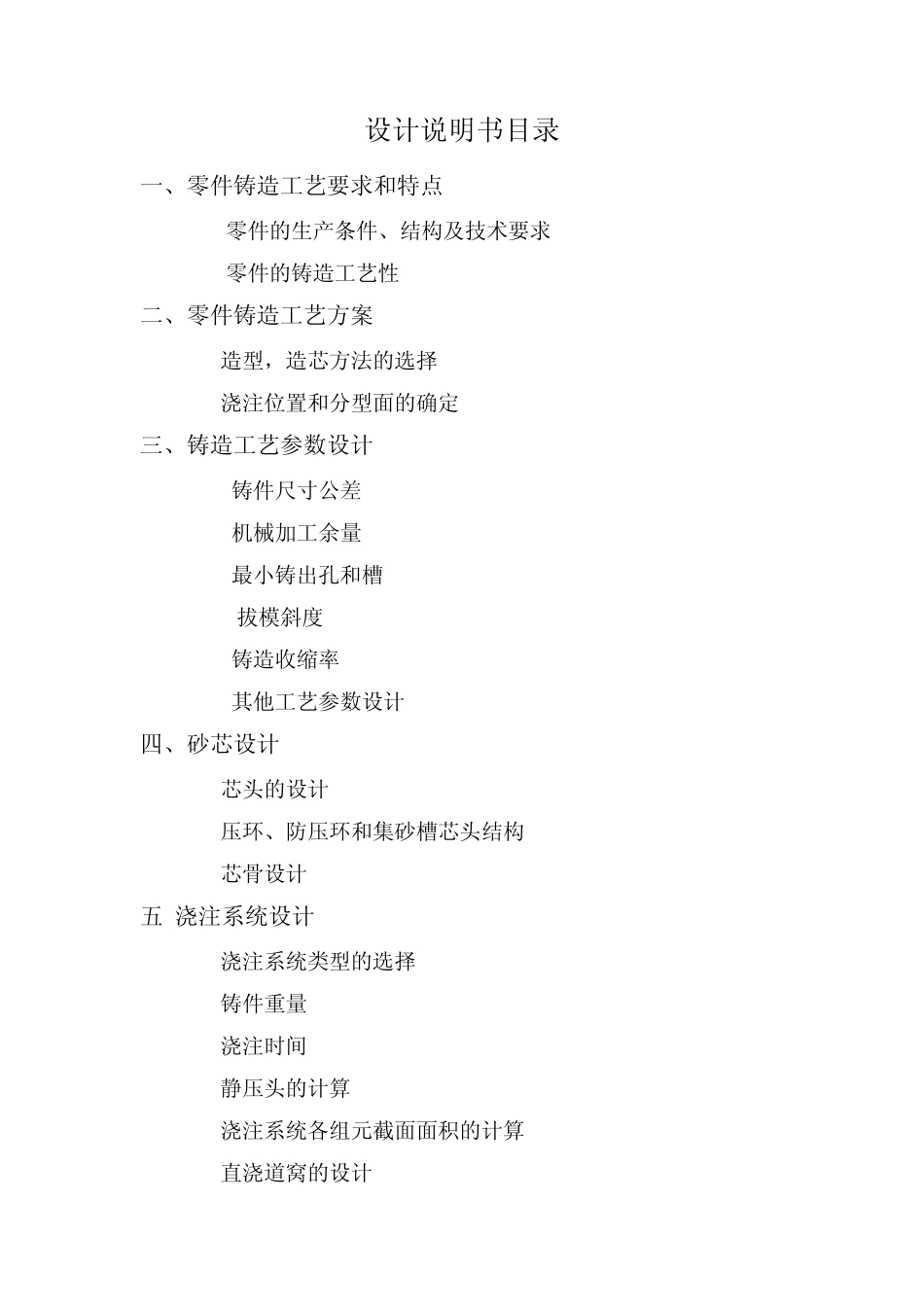
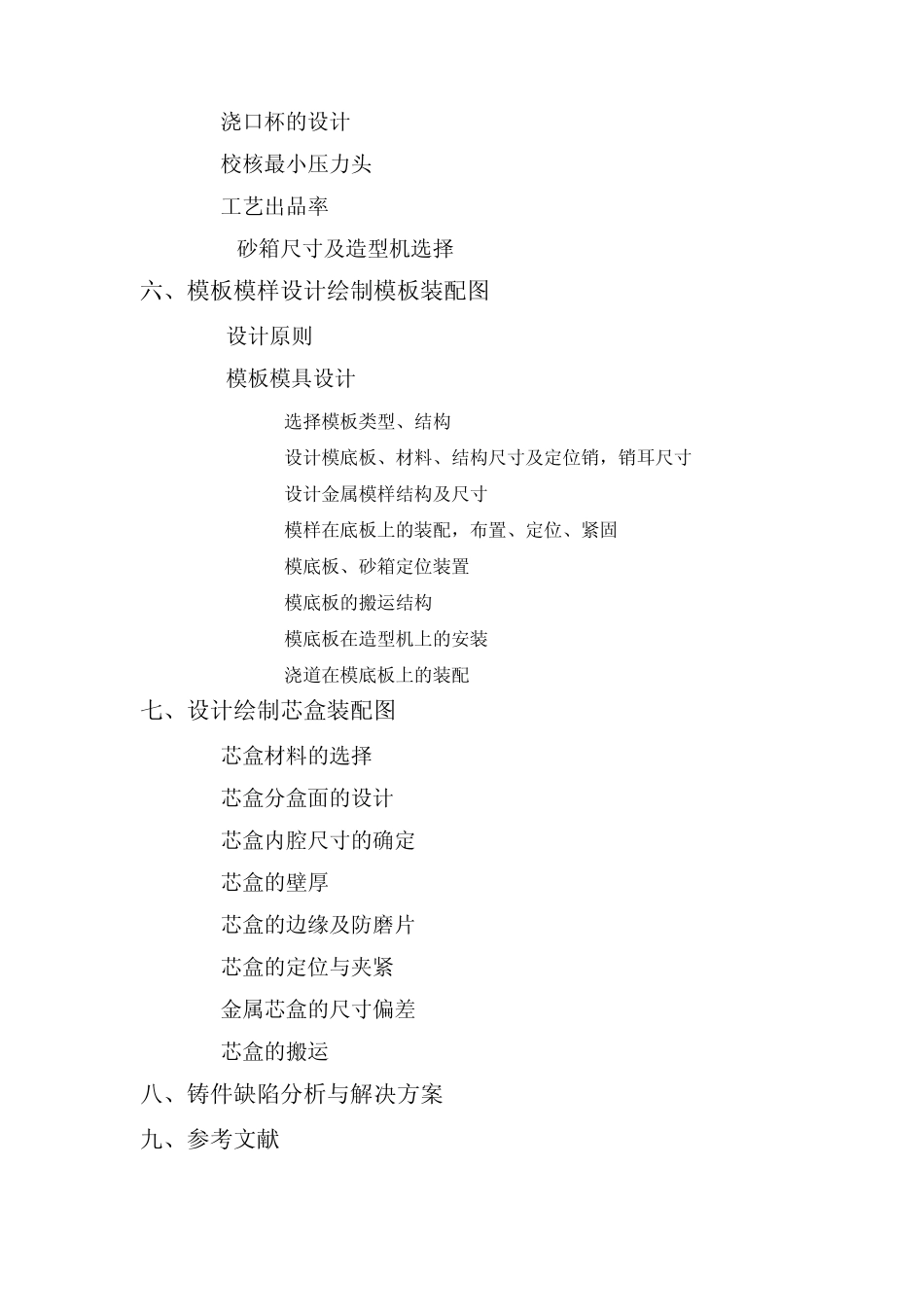
零件的生产条件、结构及技术要求 零件名称:后制动支架 零件生产批量:成批生产 零件材质:灰铸铁(HT200) 零件的外型示意图如图 1所示,支架的零件图如图 2所示,支座的外形轮廓尺寸为 365mm280mm138mm,主要壁厚 15mm,最小壁厚 11mm,最大壁厚