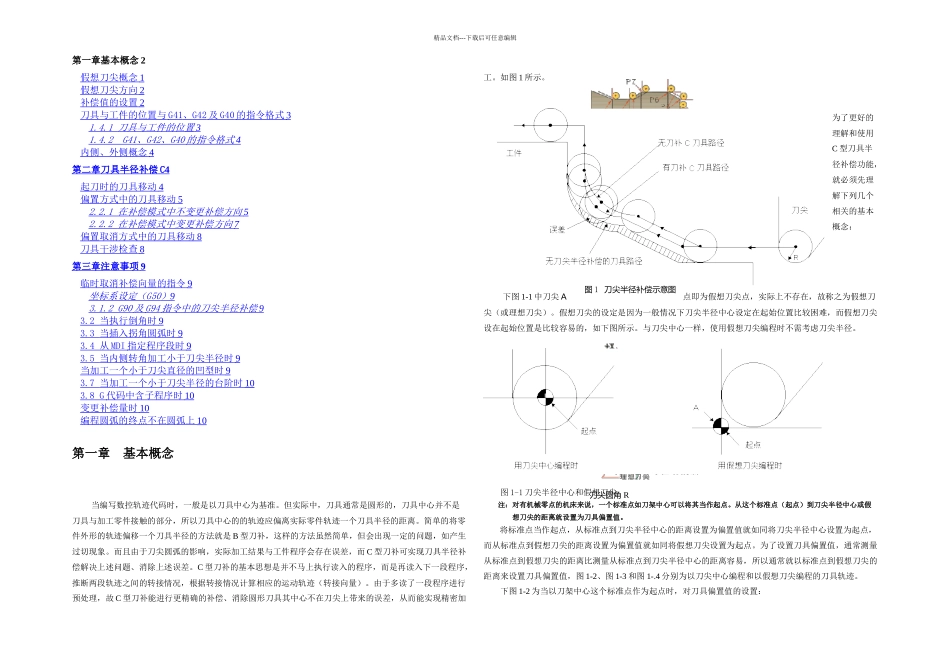
刀尖圆角 R 造成的少切与过切图 1 刀尖半径补偿示意图刀尖圆角 R精品文档---下载后可任意编辑第一章基本概念 2假想刀尖概念 1 假想刀尖方向 2 补偿值的设置 2 刀具与工件的位置与 G41 、 G42 及 G40 的指令格式 3 1
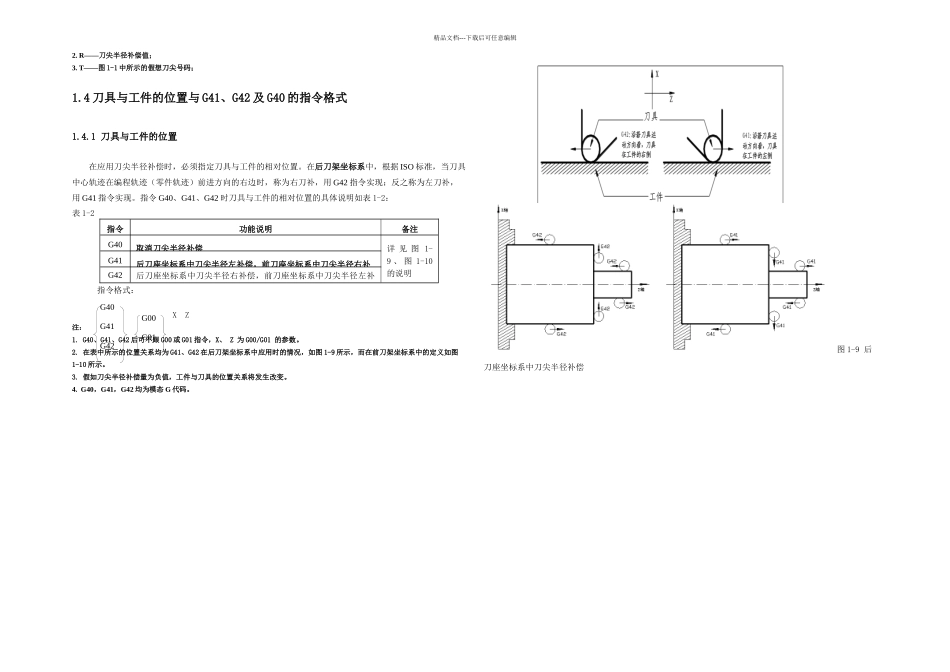
1 刀具与工件的位置 3 1
2 G41 、 G42 、 G40 的指令格式 4 内侧、外侧概念 4 第二章刀具半径补偿 C 4 起刀时的刀具移动 4 偏置方式中的刀具移动 5 2
1 在补偿模式中不变更补偿方向 5 2
2 在补偿模式中变更补偿方向 7 偏置取消方式中的刀具移动 8 刀具干涉检查 8 第三章注意事项 9 临时取消补偿向量的指令 9 坐标系设定( G50 ) 9 3
2 G90 及 G94 指令中的刀尖半径补偿 9 3
2 当执行倒角时 9 3
3 当插入拐角圆弧时 9 3
4 从 MDI 指定程序段时 9 3
5 当内侧转角加工小于刀尖半径时 9 当加工一个小于刀尖直径的凹型时 9 3
7 当加工一个小于刀尖半径的台阶时 10 3
8 G 代码中含子程序时 10 变更补偿量时 10 编程圆弧的终点不在圆弧上 10 第一章 基本概念当编写数控轨迹代码时,一般是以刀具中心为基准
但实际中,刀具通常是圆形的,刀具中心并不是刀具与加工零件接触的部分,所以刀具中心的的轨迹应偏离实际零件轨迹一个刀具半径的距离
简单的将零件外形的轨迹偏移一个刀具半径的方法就是 B 型刀补,这样的方法虽然简单,但会出现一定的问题,如产生过切现象
而且由于刀尖圆弧的影响,实际加工结果与工件程序会存在误差,而 C 型刀补可实现刀具半径补偿解决上述问题、消除上述误差
C 型刀补的基本思想是并不马上执行读入的程序,而是再读入下一段程序,推断两段轨迹之间的转接情况,根据转接情况计算相应的运动轨迹(转接向量)
由于多读了一段程序进行预处理,故