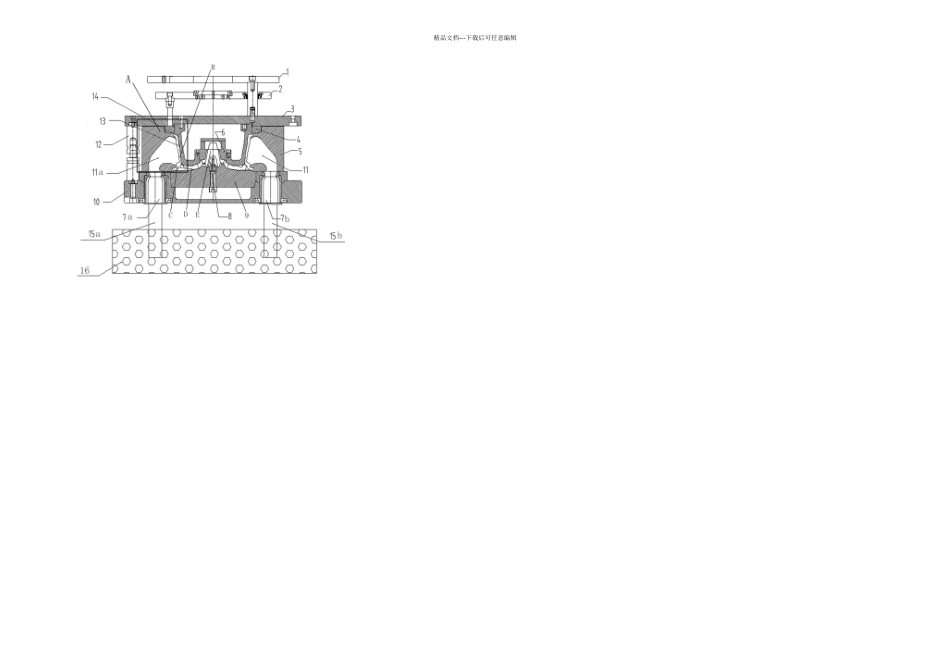
精品文档---下载后可任意编辑精品文档---下载后可任意编辑精品文档---下载后可任意编辑1、一种铝合金轮毂低压铸造模具,包括上模、上模芯、左侧模、右侧模和下模,上模芯设在上模上,所述的上模、上模芯、左侧模、右侧模和下模组合后,形成铸造轮毂的铸造型腔
铸造型腔包括轮毂的轮辋部成型型腔、辐条部成型型腔,下模、左侧模和右侧模上均设有一个浇口,浇口直接连通型腔,浇口处均设有浇口杯,浇口杯的上端与浇口连通,浇口杯的下端与插入到保温炉中的升液管连通
2、根据权利要求 1 所述的低压铸造模具,其特征在于所述辐条部成型型腔为小口径浇口
3、根据权利要求 1 或 2 所述的低压铸造模具,其特征在于所述左右侧模处浇口在轮辋及造型面靠上的位置设置
4、采纳上述任一权利要求所述的铝合金轮毂低压铸造模具的浇注方法,其特征在于包括如下步骤:1) 升液阶段:通过加压将熔汤从保温炉导入升液管顶部,压力由 0 逐渐升至㎝2,所需时间为 10-20s,此阶段熔汤尚未流入成型型腔
2) 充型阶段:待铝液平稳流入铸造型腔直至充满型腔为止,压力由㎝2升至 0
250 kgf/㎝2,所需时间为 8-15s;3) 补压阶段:在充型阶段完成时继续加大压力,使得熔汤充分的充满型腔
此时压力由0
250 kgf㎝2升至 0
40 kgf/㎝2,所需时间为 20-25s;4) 保压阶段:保持压力为 kgf/㎝2一个相对稳定的条件,使得产品在该条件下冷却,充分凝固
5) 脱模阶段:待产品充分成型凝固后泄压,泄压后自然冷却 80-100s 后,产品脱模
5、根据权利要求 4 所述的浇注方法,其特征在于步骤 4)中的冷却方式采纳水冷或者风冷
精品文档---下载后可任意编辑一种铝合金轮毂低压铸造模具及其浇注方法技术领域本发明涉及机械铸造技术领域,具体涉及一种铝合金轮毂低压铸造模具及其铸造方式
背景技术现有