塑料制品螺纹和齿轮1
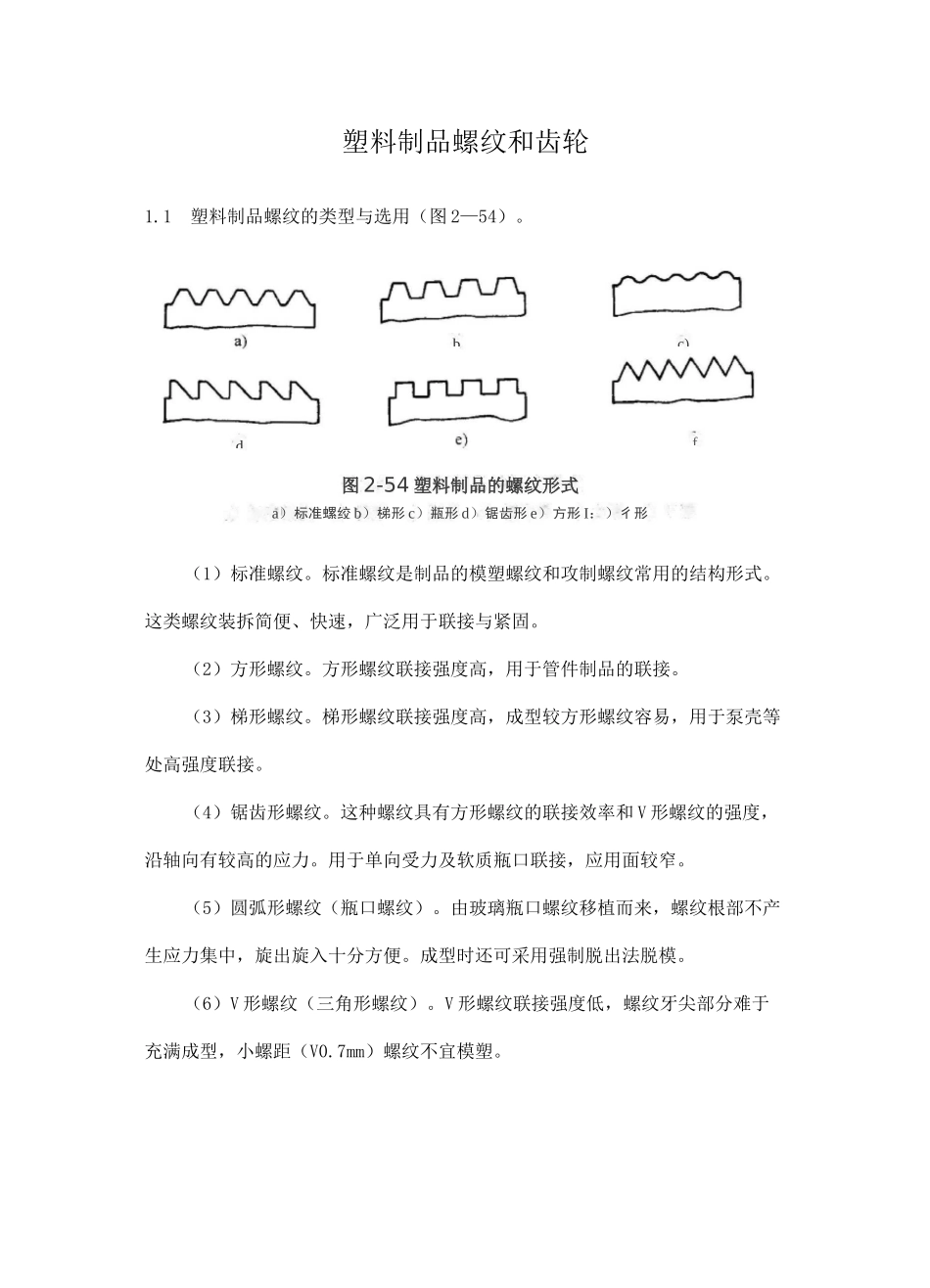
1塑料制品螺纹的类型与选用(图 2—54)
(1)标准螺纹
标准螺纹是制品的模塑螺纹和攻制螺纹常用的结构形式
这类螺纹装拆简便、快速,广泛用于联接与紧固
(2)方形螺纹
方形螺纹联接强度高,用于管件制品的联接
(3)梯形螺纹
梯形螺纹联接强度高,成型较方形螺纹容易,用于泵壳等处高强度联接
(4)锯齿形螺纹
这种螺纹具有方形螺纹的联接效率和 V 形螺纹的强度,沿轴向有较高的应力
用于单向受力及软质瓶口联接,应用面较窄
(5)圆弧形螺纹(瓶口螺纹)
由玻璃瓶口螺纹移植而来,螺纹根部不产生应力集中,旋出旋入十分方便
成型时还可采用强制脱出法脱模
(6)V 形螺纹(三角形螺纹)
V 形螺纹联接强度低,螺纹牙尖部分难于充满成型,小螺距(V0
7mm)螺纹不宜模塑
bfd图 2-54 塑料制品的螺纹形式a)标准螺绞 b)梯形 c)瓶形 d)锯齿形 e)方形 I:)彳形c)方法三:整体型芯(型环)成型,成型后强制脱用于软质塑料成型1
2塑料制品螺纹的模塑成型方法这是塑料螺纹成型的主要方法,用于螺纹外径大于 3mm、配合长度短(V30mm)、精度低的螺纹
方法一:采用螺纹型芯(螺纹型环)成型
需要有旋转退出制品或模具的机构及工具
配合长度大的螺纹及收缩大的制品不宜用
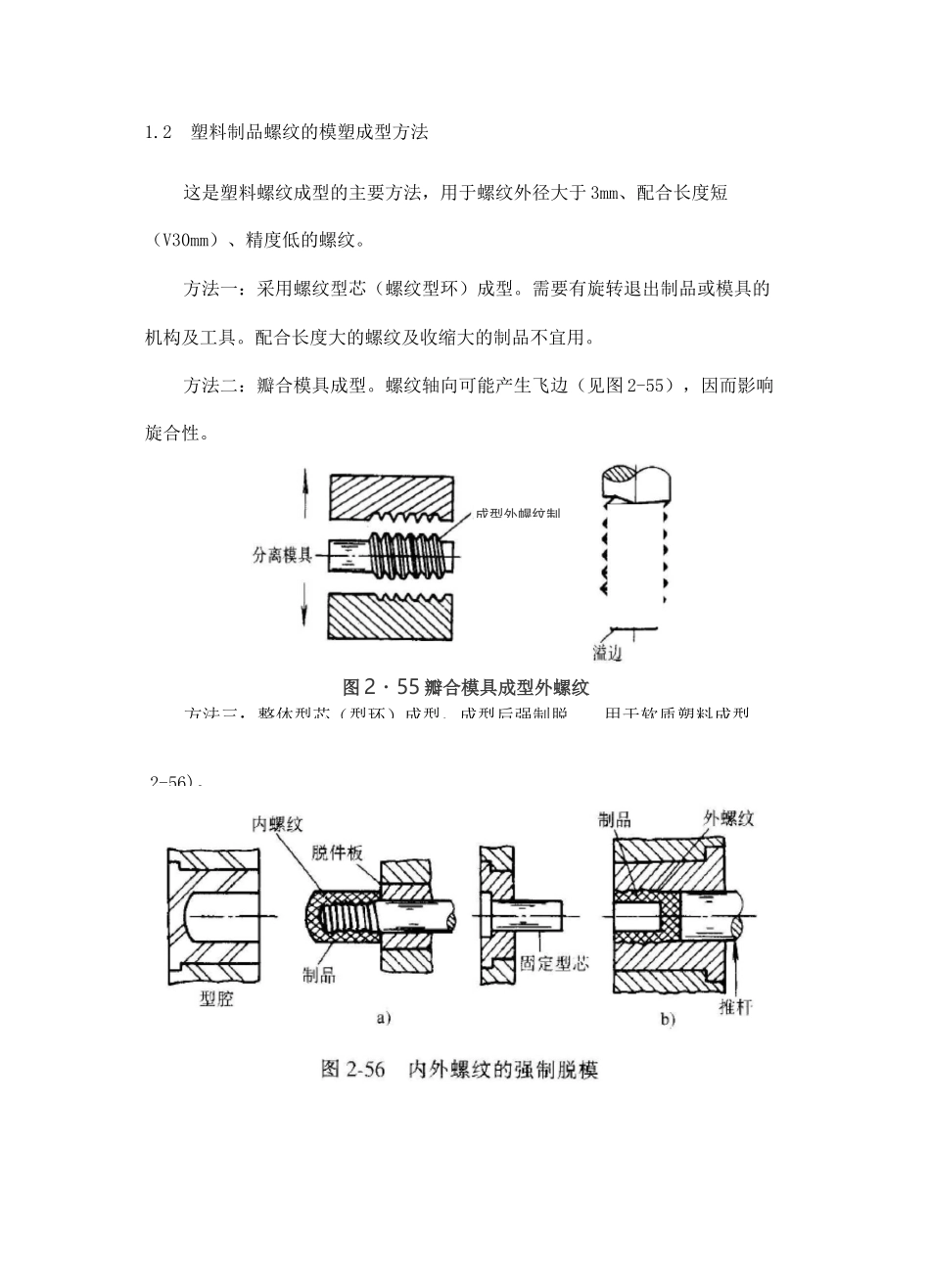
方法二:瓣合模具成型
螺纹轴向可能产生飞边(见图 2-55),因而影响旋合性
图 2・55 瓣合模具成型外螺纹成型外幌纹制2-56)
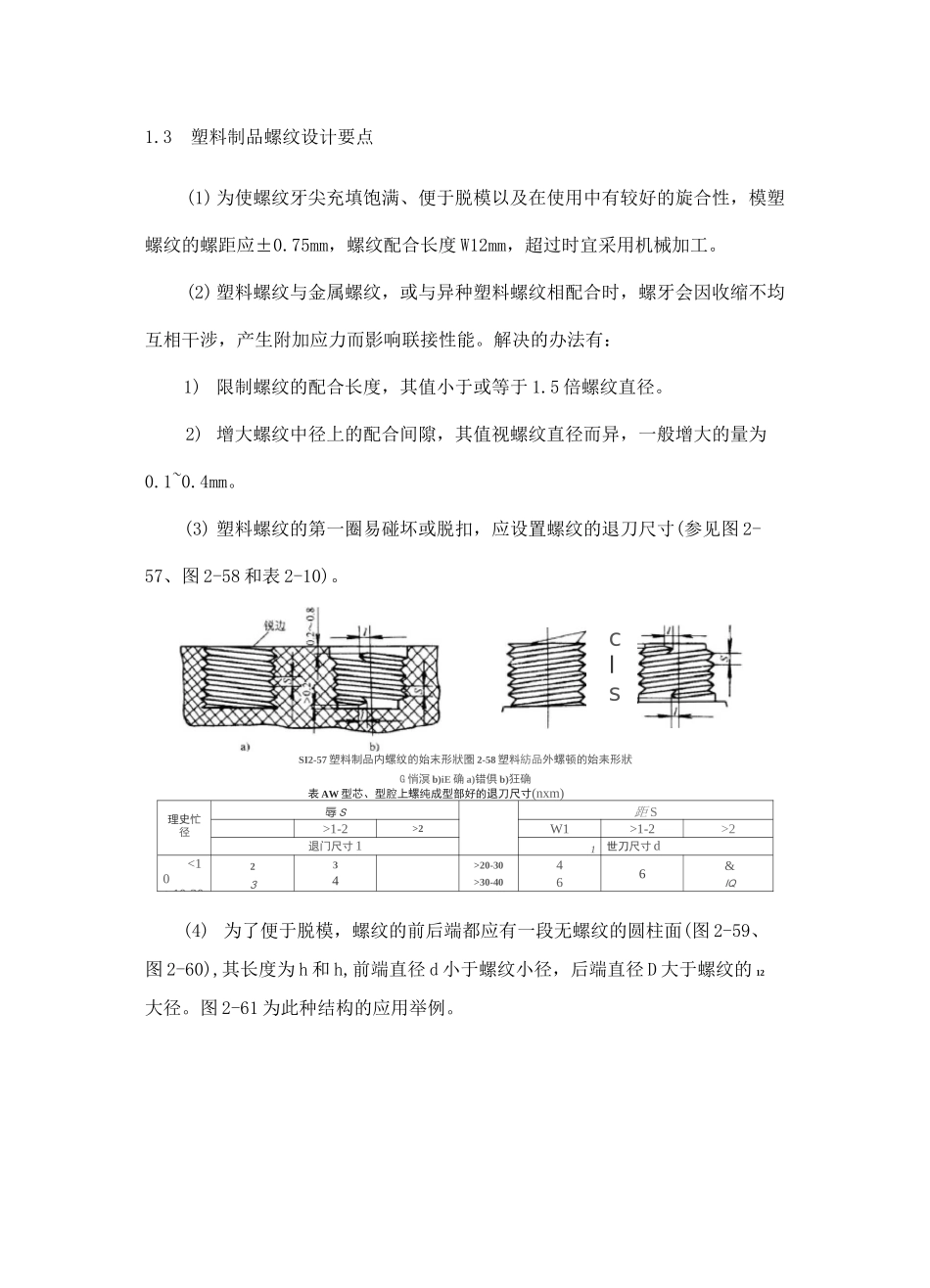
3塑料制品螺纹设计要点(1) 为使螺纹牙尖充填饱满、便于脱模以及在使用中有较好的旋合性,模塑螺纹的螺距应±0
75mm,螺纹配合长度 W12mm,超过时宜采用机械加工
(2) 塑料螺纹与金属螺纹,或与异种塑料螺纹相配合时,螺牙会因收缩不均互相干涉,产生附加应力而影响联接性能
解决的办法有:1) 限制螺纹的配合长度,其值小于或等于 1
5 倍螺纹直径
2) 增大螺纹