精品文档---下载后可任意编辑广东省机械技师学院高级技工学校一体化教案首页课 程焊条电弧焊授课老师课 题管板对接焊分 课题授课班级授课日期课时2 节学习目标专业理论知识1、相关工艺知识2、工艺准备3、操作要点及注意事项实际操作技能管板对接焊重 点1、插入式管板水平固定焊开坡口和装配方法难 点1、管板水平固定全位置焊的焊接参数调整2、管板水平固定焊打底焊教学对象分析教学场地与教具焊工车间、BX-350 型沟通弧焊机、 敲渣锤、 防护眼镜等
教学回顾安全注意事项及其它说明1、学生进入焊工车间内,强调车间内注意的安全事项及实习课堂纪律
教 学 过 程【组织教学】1.检查学生考勤,检查劳保用品穿戴
2.强调实习、安全纪律
列队进入实习车间
【复习导入】(10 分钟)板对接焊的工艺知识【讲授新课】(60 分钟)一、专业知识讲解一、相关工艺知识 管板类接头实际上是一种 T 形接头的环形焊缝焊接,是锅炉、压力容器制造业主要的焊缝形式之一
管板固定焊接根据接头形式不同,可分为插人式管板和骑座式管板两类
一般要求根部焊透,保证背面成形,正面焊脚对称
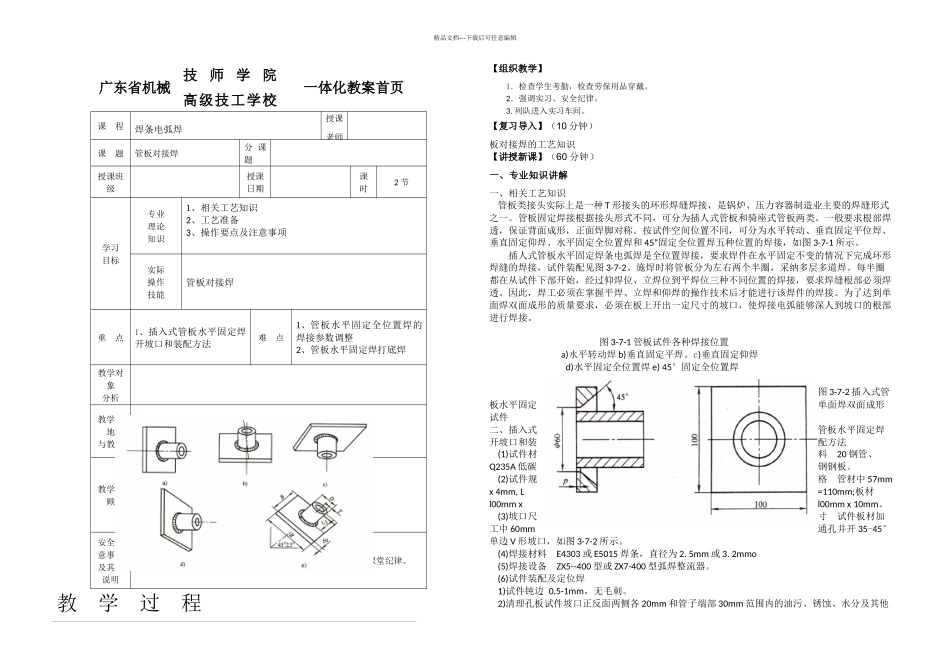
按试件空间位置不同,可分为水平转动、垂直固定平位焊、垂直固定仰焊、水平固定全位置焊和 45“固定全位置焊五种位置的焊接,如图 3-7-1 所示
插人式管板水平固定焊条电弧焊是全位置焊接,要求焊件在水平固定不变的情况下完成环形焊缝的焊接,试件装配见图 3-7-2
施焊时将管板分为左右两个半圈,采纳多层多道焊
每半圈都在从试件下部开始,经过仰焊位、立焊位到平焊位三种不同位置的焊接,要求焊缝根部必须焊透
因此,焊工必须在掌握平焊、立焊和仰焊的操作技术后才能进行该焊件的焊接
为了达到单面焊双面成形的质量要求,必须在板上开出一定尺寸的坡口,使焊接电弧能够深人到坡口的根部进行焊接
图 3-7-1 管板试件各种焊接位置a)水平转动焊 b)垂直固定平焊