精品文档---下载后可任意编辑唐山松下产业机器有限公司(063020)王金忠王玉松 尹兵摘要:本文介绍了新型短路波形控制方法及最新低飞溅焊接控制技术
关键词:低飞溅焊接 熔化极脉冲电源1
新型短路波形控制法在以氩气为主体加入一部分 CO2气体的 MAG 气体环境下,短路过渡焊接法律规范由于对母材的热输入较小且电弧稳定,可以说是一个使用非常方便的优秀焊接方法
但也存在着小颗粒飞溅多的课题
另一方面,脉冲焊接虽然能够抑制飞溅的发生,但对母材热输入控制比较困难,在薄板以及带有间隙工件上进行焊接时容易发生焊穿、弧偏吹等令人头疼的问题
松下公司将上述两种焊接方式的特长相结合开发出新的焊接方法,此方法称作新型短路波形控制法 SP-MAG
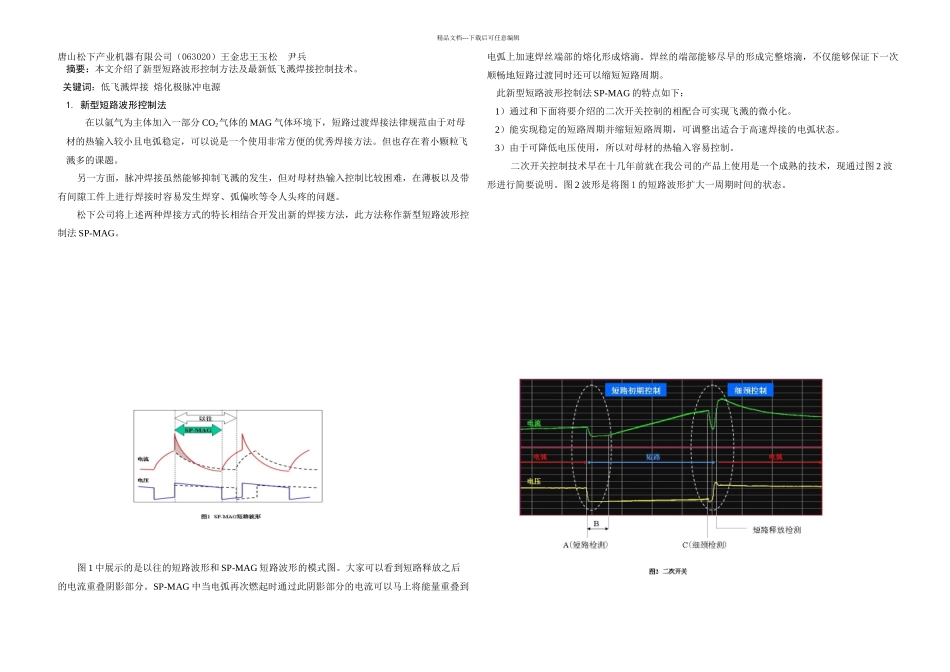
图 1 中展示的是以往的短路波形和 SP-MAG 短路波形的模式图
大家可以看到短路释放之后的电流重叠阴影部分
SP-MAG 中当电弧再次燃起时通过此阴影部分的电流可以马上将能量重叠到电弧上加速焊丝端部的熔化形成熔滴
焊丝的端部能够尽早的形成完整熔滴,不仅能够保证下一次顺畅地短路过渡同时还可以缩短短路周期
此新型短路波形控制法 SP-MAG 的特点如下:1)通过和下面将要介绍的二次开关控制的相配合可实现飞溅的微小化
2)能实现稳定的短路周期并缩短短路周期,可调整出适合于高速焊接的电弧状态
3)由于可降低电压使用,所以对母材的热输入容易控制
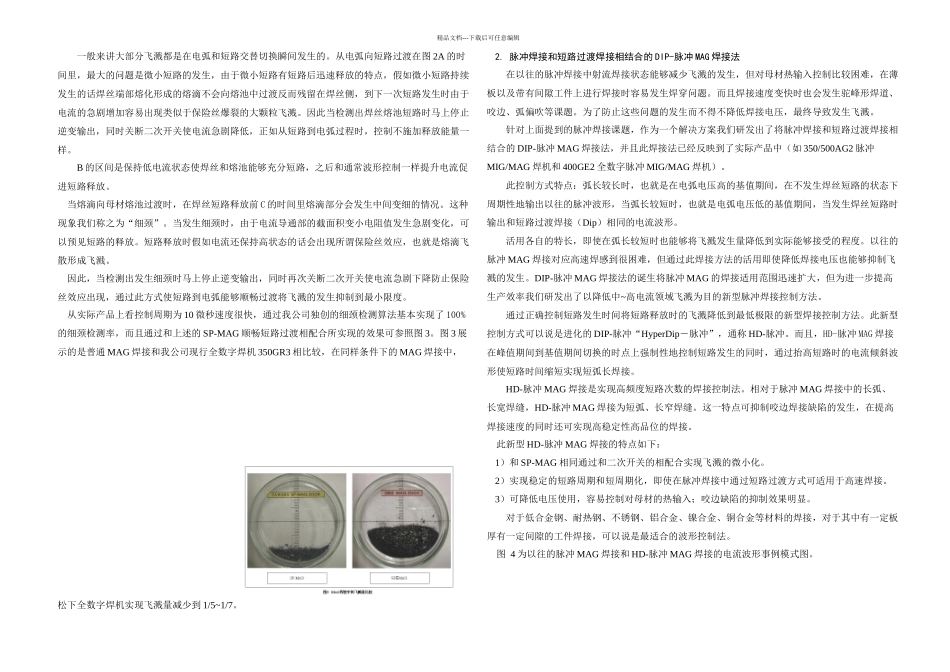
二次开关控制技术早在十几年前就在我公司的产品上使用是一个成熟的技术,现通过图 2 波形进行简要说明
图 2 波形是将图 1 的短路波形扩大一周期时间的状态
精品文档---下载后可任意编辑一般来讲大部分飞溅都是在电弧和短路交替切换瞬间发生的
从电弧向短路过渡在图 2A 的时间里,最大的问题是微小短路的发生,由于微小短路有短路后迅速释放的特点,假如微小短路持续发生的话焊丝端部熔化形成的熔滴不会向熔池中过渡反而残留在焊丝